Undercutting is a common defect in welding that weakens the strength and stability of welded structures.
So, how does undercutting occur in welding? There are actually many reasons for it. It could be due to improperly adjusted welding current or speed, incorrectly chosen electrode angle or size, or even inappropriate use of shielding gas. These issues can all disrupt the welding process and lead to undercutting.
How should we deal with undercutting in welding? In this article, we will provide detailed explanations for both experienced welding professionals and beginners on the causes, hazards, and countermeasures of undercutting in welding.
What is An Undercut in Welding?
Welding undercut is the undesirable groove or depression formed along the edges of a welded joint, the base metal has melted but has not been fully filled by the filler metal. It usually appears as a notch or indentation on one or both sides of the weld bead. The depth and width of the undercut can vary, but it typically extends into the base metal adjacent to the weld.
Excessive undercut can weaken the strength of welded joints and generate stress concentration at the undercut, potentially leading to structural damage. Especially for the welding of low alloy high-strength steel, the edge structure of the undercut is hardened, which is more likely to cause cracks.
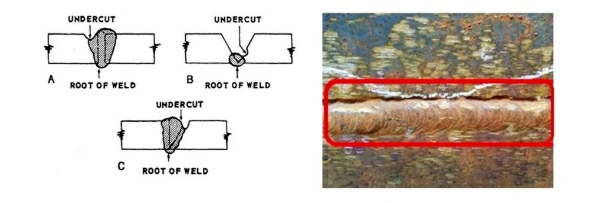
Please refer to the diagram below for a visual example of welding bottom cutting.
Types of Welding Undercut
According to the position of the undercut on the top and bottom of the weld seam, it can be divided into external undercut (on the side with the larger groove opening) and internal undercut (on the bottom side of the groove).
External Undercut
External undercut typically occurs on the larger opening side of a bevel, namely the outer surface of the weld seam. Its main characteristic is the presence of noticeable grooves or depressions at the edge or toe of the weld seam. The formation of external undercut is often related to factors such as the flow of the weld pool, welding speed, welding angle, and welding current during the welding process.
If the weld pool fails to adequately fill the bevel during welding, or if the melted metal does not shrink properly during cooling, grooves or depressions may form at the edge of the weld seam, known as external undercut.
External undercut not only weakens the structural strength of the weld seam but also may become an area of stress concentration, increasing the risk of fracture of the weld joint during service.
Internal Undercut
Internal undercut occurs on the bottom side of the bevel, within the weld seam, at the junction of the weld metal and the base metal. The formation of internal undercut is typically due to uneven flow and solidification of the weld pool at the bottom of the bevel during the welding process.
When welding thick plates or employing multi-pass welding processes, internal undercut may occur due to restricted flow of the weld pool at the bottom of the bevel or improper control of welding parameters. Since internal undercut is hidden within the weld seam and difficult to detect directly through visual inspection, non-destructive testing methods such as radiographic testing and ultrasonic testing are required for identification and evaluation.
The presence of internal undercut similarly negatively impacts the performance of the weld seam, reducing the load-bearing capacity and corrosion resistance of the weld joint.
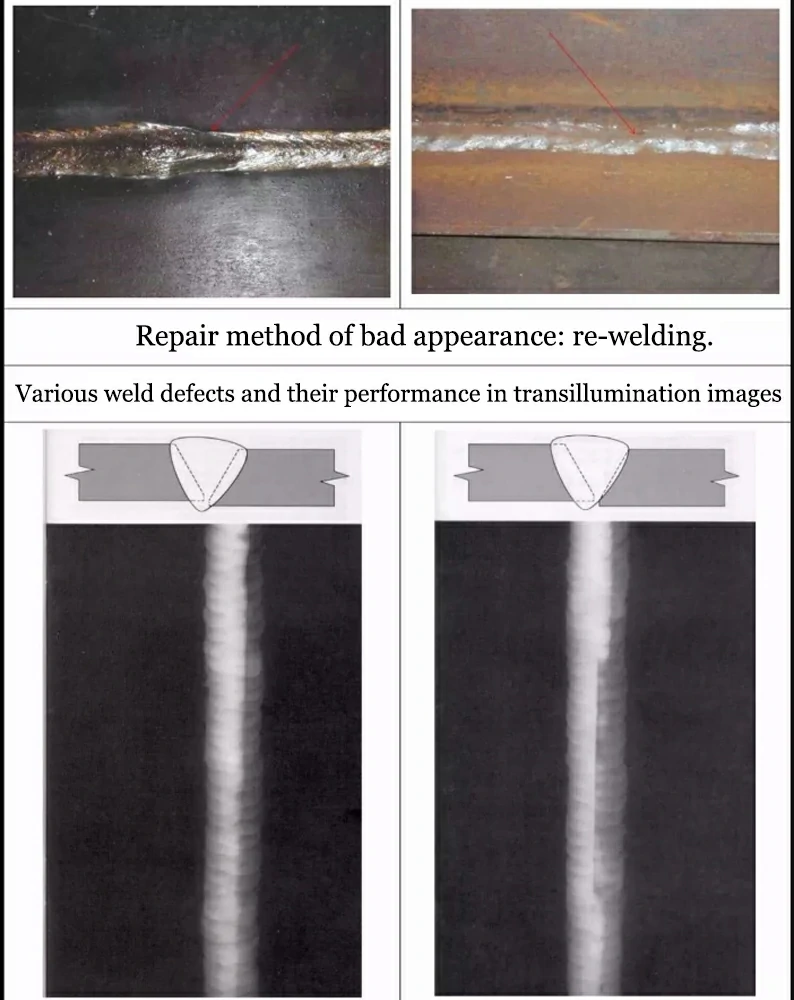
The following figure shows examples of electric images for external undercut and internal undercut.


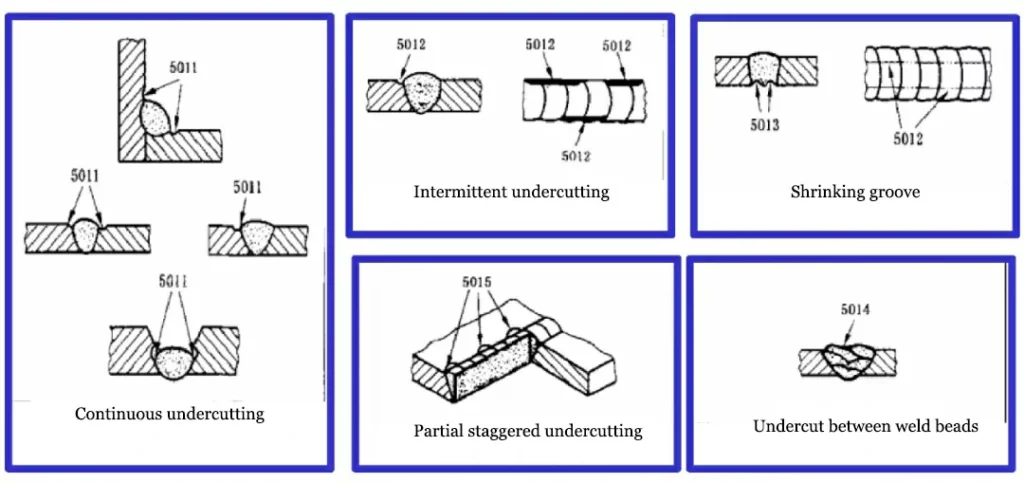
In addition to external and internal undercuts, the types of welding undercuts can also be divided into the following types, as shown in the example diagram:
Impact of Welding Undercut on Component Performance
Under Static Loads
- In the plastic state of the component: Undercutting reduces the cross-sectional area of the joint and increases local stresses. If the undercutting is parallel to the applied stress and in a plastic state, it won’t affect the joint’s performance significantly.
- In the brittle state of the component: Any undercut increases the risk of brittle fracture, with very low allowable undercut values for high-strength materials or thick-walled weldments.
Under Dynamic Loads
- Sharp weld toe grooves penetrate into sections and cause propagation of microcracks; circular grooves show no microcracks on the surface.
- The relationship between undercut depth and fatigue strength: Deeper undercuts lead to greater reductions in fatigue strength.
Corrosion
- Undercuts or weld toe grooves in corrosive environments accelerate local corrosion due to the accumulation of corrosion products.
Undercuts in wet environments or containing metallurgical residues pose greater hazards. - These factors highlight the importance of minimizing undercutting to maintain the structural integrity and performance of welded components, especially under varying loading conditions and in corrosive environments.
What is a Cause For Undercut That Occurs During The Welding Process?
Undercut in welding can occur due to several factors related to the welding process. Some common causes include:
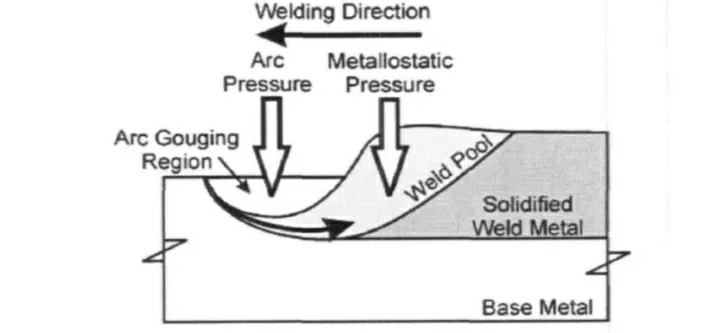
1.Arc pressure
When the arc pressure exceeds the static pressure of the molten metal, the molten metal in the weld pool collapses under the pressure of the arc, resulting in a thin layer of liquid metal. At this point, most of the molten metal moves towards the back of the weld pool and gradually solidifies. As a result, insufficient metal is deposited at the edge of the weld seam below the arc column, leading to undercut defects.
2.Welding Speed
Undercutting is the result of the arc washing or melting the base metal near the weld joint and then failing to fill it adequately. When the welding speed is too high, the molten metal in the weld pool solidifies too quickly, lacking sufficient time to flow to the weld toe and fill the base metal voids, which easily leads to undercutting.
3.Improper Welding Technique
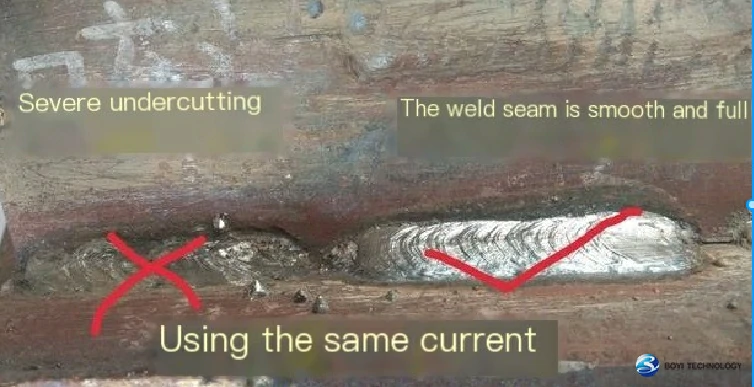
In welding training and teaching, due to the emphasis on meeting production quotas, many workers tend to favor using higher currents. However, using excessively high current can accelerate the melting of the base metal, increase the size of the weld pool, and prevent the welding rod’s melted metal from adequately filling the groove formed by the melting of the base metal edges. As a result, the width of the weld bead becomes sufficient, leading to undercutting.
4.Incorrect Joint Preparation
Inadequate preparation of the joint, such as improper beveling or inadequate cleaning of the base metal, can also contribute to undercut. A poorly prepared joint may not allow proper fusion between the base metal and the filler metal, leading to undercut.

5.Welding Rod Oscillation and Travel Angle
1) The choice of positions where the electrode pauses during oscillation has a significant impact on overcoming undercutting of the weld seam. If the electrode pauses at the edge of the groove, undercutting is likely to occur due to the sharpness of the groove edge; if it pauses on the outer side of the groove, the base metal can melt and thicken accordingly, allowing the base metal and the electrode metal to melt at a similar rate, thus reducing the possibility of undercutting. However, this approach lacks control over the width of the weld bead, leading to excessive width and width variation of the weld bead, which affects the appearance and forming quality of the weld seam.
2) For many beginners, during electrode oscillation, incorrect judgment of the electrode’s arc and angle often leads to simultaneous movement of the hand and wrist, causing the arc of the electrode to easily blow to one side. Consequently, one side of the weld bead is higher than the other, leading to potential undercutting on the lower side and resulting in an unsightly and poor-quality weld seam formation.
6.Heat Input
Excessive heat input, especially when using high welding currents and fast welding speeds, can reduce the material in the fusion line area, leading to local undercutting of the weld toe. When welding T-joints, using a larger heat input in single-pass welding is more likely to cause undercutting. This is because the weld pool size is larger, and the weld metal sags before solidifying into a triangular shape, leaving a gap on the upper surface, resulting in undercutting.
7.More Other Reasons
- Incorrect shielding gas: Improper selection or flow rate of shielding gas can affect the weld pool’s protection, leading to incomplete fusion and undercut along the edges of the weld.
- Welding material specification: Using larger-sized welding materials can lead to melting excess portions of the base metal during welding, resulting in undercutting.
- Travel speed: When employing fast travel speed during welding operations, undercutting may occur.
- Filler metal fluidity: Insufficient fluidity of the deposited metal can prevent it from adequately spreading and filling the weld joint, leading to undercutting.
Hazards of Undercutting in Welding
Undercut is a dangerous defect that not only reduces the effective working cross-section of the base metal, but also causes stress concentration at the undercut. Underbite is a common defect that should be given special attention. Here are some potential problems associated with undercutting:
Reduction in Weld Strength
Undercutting decreases the effective cross-sectional area of the weld, thereby reducing the strength and load-bearing capacity of the weld. The presence of groove-like features can lead to stress concentration, increasing the risk of weld cracking, especially under external loading.
Increased Risk of Cracking
Undercutting can serve as initiation points for cracks, especially prone to occur under vibration, impact, or fatigue loading. The presence of cracks severely compromises the integrity and service life of the welded structure.
Impact on Weld Sealing
Groove-like features may decrease the sealing effectiveness of the weld, increasing the risk of permeability, corrosion, and leakage, particularly critical in applications requiring welded sealing components or containers.
Diminished Welding Quality
Undercutting is considered a welding defect, leading to diminished quality and reliability of the weld. In applications where welding quality is crucial, such as aerospace, automotive manufacturing, etc., undercutting may result in rejection of welded structures or necessitate repairs.
Implicit Defects
Undercutting may serve as initiation points for other welding defects (such as cracks, porosity, etc.), leading to more severe quality issues.
Repairing Existing Undercut
Removing undercut from defective weld seams is an important step aimed at rectifying errors in the welding process and enhancing welding quality. Below are some suggestions and steps to help eliminate undercut defects in weld seams:
1.Identify and Locate Undercut
Firstly, carefully inspect the weld seam to pinpoint the specific location and extent of undercut. Undercut typically manifests as grooves or notches between the weld seam and the base material, where complete fusion has not occurred.
2.Prepare Tools and Materials
Before removing undercut, prepare necessary tools and materials including:
- Angle grinder or hand-held grinding machine
- Grinding wheel or sandpaper
- Welding cleaning brush or wire brush
- Protective goggles and gloves
3.Remove Undercut
Grind the undercut area: Use an angle grinder or hand-held grinding machine with an appropriate grinding wheel or sandpaper to grind the undercut area. The goal is to remove the undercut portion and achieve a smooth transition between the weld seam and the base material surface.
Clean the weld seam: After grinding, use a welding cleaning brush or wire brush to clean the weld seam, removing metal debris and impurities generated during grinding. Ensure the weld seam surface is clean, free of oil contamination, and oxide layers.
4.Inspect Weld Seam Quality
After removing undercut, carefully inspect the quality of the weld seam to ensure undercut has been completely eliminated, and there are no significant defects or grooves between the weld seam and the base material. If necessary, use magnifying glasses or weld seam inspection equipment for detailed examination.
5.Re-Weld (If Necessary)
If the undercut area is extensive or the quality of the weld seam is poor after undercut removal, re-welding may be necessary. When addressing undercut issues, one can consider using a spot weld drill bit to remove the undercut. This type of drill bit is designed to efficiently remove material around the weld point for repair or re-welding. spot weld drill bits typically feature special tool geometries that allow for precise removal of material around the weld point without damaging the surrounding material. Using this type of drill bit can effectively address undercut problems in welding, restoring the weld joint to its correct shape and dimensions.
How to Prevent Welding Undercutting
To prevent or minimize undercut during welding, you can take several measures and employ proper techniques. Here are some strategies to help stop undercut when welding:
1.Correct Selection of Welding Parameters
Ensure that you are using the correct welding parameters such as current, voltage, travel speed, and electrode size/type according to the welding procedure specifications and the material being welded. Adjusting these parameters appropriately can help control heat input and ensure proper fusion without causing undercut.
According to relevant welding specifications, select welding process parameters, cultivate good quality awareness in daily work, participate in various training and standardize welding requirements seriously. Process examples:
| Type of welding rod | Gradation | Welding rod diameter/mm | Welding current/A | Arc voltage/V | Welding speed cm/min |
| E4303 | First layer | 3.2 | 90-140 | 21-30 | 10-30 |
| Middle layer | 3.2 | 100-160 | 24-34 | 10-30 | |
| Outer layer | 4.0 | 130-220 | 21-37 | 10-35 | |
| Cover surface | 4.0 | 130-220 | 21-37 | 10-35 |
2.Maintain Proper Welding Technique
Use proper welding technique, including maintaining the correct travel speed, maintaining a consistent arc length, and using the correct welding angle. Avoid excessively wide weaving patterns and ensure smooth and steady movement along the joint to achieve even fusion and minimize the risk of undercut.
TIG Welding
TIG welding technology is renowned for its high level of control and precision. Welders can precisely manage welding current, welding speed, and filler metal usage, ensuring clear weld bead profiles without undercutting. Additionally, TIG welding delivers excellent weld quality, reducing the likelihood of other welding defects.
MIG Welding
MIG welding technology is characterized by high efficiency and stability, making it suitable for automation and semi-automation welding. Properly setting welding parameters, including wire feed speed, welding current, and voltage, ensures sufficient filler metal in the weld joint, effectively preventing undercutting. Control of wire feed speed is a key factor in ensuring adequate filler metal deposition in the weld joint.
Stick Welding
Shielded metal arc welding (SMAW), commonly known as stick welding, is a widely used welding method known for its adaptability to materials of varying thicknesses. By selecting the appropriate electrode size, adjusting travel and work angles, and controlling arc length, undercutting can be effectively prevented, thus enhancing the quality and reliability of the weld joint. Moreover, maintaining a proper arc length and stable welding speed is also crucial in preventing undercutting.
Laser Welding
Laser welding is a high-precision, high-energy welding method suitable for welding thin sheet materials. Due to its fast welding speed and small heat-affected zone, it can effectively reduce the occurrence of undercutting. However, laser welding requires high demands on equipment and operational techniques, necessitating specialized training and experience to ensure welding quality.
3.Prepare The Joint Properly
Ensure that the joint is properly prepared with the correct bevel angle, fit-up, and cleanliness. Proper joint preparation provides better access for the weld metal and helps ensure adequate penetration and fusion along the joint, reducing the likelihood of undercut.
4.Maintain The Correct Welding Angle
The angle between the welding gun or electrode and the workpiece should be maintained within an appropriate range, generally between 60 ° and 80 °. For manual welding operations, the vertical line between the welding head and the workpiece should be strictly controlled at around 90 degrees, and adjusted appropriately according to the different welding positions.
5.Select The Right Electrode
Choose the appropriate electrode size and type for the welding application.
Selecting the Correct Shielding Gas
Different welding processes and materials require the use of different types of shielding gases. For instance, Argon (Ar) is commonly used as a shielding gas for welding materials such as stainless steel, aluminum alloys, and titanium alloys due to its inert properties. Carbon dioxide (CO₂), on the other hand, is often used for welding steel due to its relatively lower cost.
Using shielding gases that are incompatible with the welding process and the materials being joined can result in decreased arc stability, inadequate weld protection, and increased risks of undercutting and other welding defects.
Inappropriate Electrode Material
Selecting the appropriate electrode material is the primary step in preventing undercutting. Each electrode material has its specific chemical and physical properties, which determine its compatibility with different base materials. If the electrode material is incompatible with the metallurgy of the base material, it may not only affect the stability of the welding process but also prevent the formation of a strong metallurgical bond between the weld metal and the base material, leading to undercutting.
Incorrect Electrode Size
An electrode size that is too small may not provide sufficient welding current and heat, leading to inadequate melting and filling of weld metal into the weld joint. Conversely, an oversized electrode may result in excessive weld pool size, making it difficult to control the weld metal flow and also prone to undercutting. When selecting electrode size, it is essential to consider the size and shape of the weld joint to ensure adequate filling during the welding process and avoid undercutting.
Electrode Angle
During the welding process, even slight variations in electrode angle can significantly affect the depth, width, and shape of the weld bead. Improper electrode angle may result in insufficient penetration of weld metal into the weld joint, leading to undercutting. In most cases, the travel angle should slightly present a “dragging” position, approximately 10 to 15 degrees, allowing the welding metal to fill back into the weld joint.
6.Correcting Excessive Undercut Depth in Weld Seam
For minor undercut areas, a grinding wheel can be used to smooth out the transition. When selecting a grinding wheel, the coarseness should be determined based on the size and requirements of the weld bead, typically ranging from 100 to 240 grit. During grinding, it is important to control the speed and pressure to avoid overgrinding or damaging the weld bead.
Conclusion
Welding undercut can compromise the integrity of welded joints, leading to potential structural failures. By understanding its causes and implementing appropriate remedies, welders can produce high-quality welds with minimal undercut, ensuring the reliability and longevity of welded components.
Put your parts into production today
All information and uploads are secure and confidential.
In the Boyi sheet metal fabrication guide, for existing undercut defects in welding, repair methods such as weld buildup or grinding can be employed. When conducting weld buildup, it is essential to control welding parameters and speed to ensure good fusion between the repaired area and the surrounding weld seams. During grinding, precautions should be taken to avoid excessive grinding that may result in inadequate weld thickness or deviation from the required shape.
FAQ
The depth of undercut is measured from the original surface of the base metal to the lowest point of the groove or depression along the toe of the weld. This depth can vary depending on factors such as welding parameters, material properties, and welding technique, but typically ranges from a fraction of a millimeter to several millimeters deep.
When undercut occurs, it creates a groove or depression along the base metal adjacent to the weld, leaving insufficient filler material to bond effectively. This lack of material can lead to stress concentration points, which can result in premature failure under load or stress.
Damage caused by undercutting can be repaired. When the undercut depth is shallow, not exceeding 10% of the base material thickness, it can be smoothed using a grinder or abrasive wheel. If the undercut is severe or occurs in critical areas, repair may require welding. Weld repair involves re-welding at the undercut to fill the groove and restore the integrity of the weld joint.
The main reasons for welding undercutting are excessive welding current, excessively long arc, and inappropriate distance angle.

