Injection molding is an effective method of shaping plastic materials into various forms using molds. It is utilized in manufacturing industries for producing a wide array of components and products. However, defects occasionally occur during the injection molding process, leading to decreased product quality or failure to meet usage requirements.
Defects in injection molding are quite common during production. These defects are typically caused by factors such as inappropriate molding process parameters, mold design issues, improper material selection, or operational errors. When defects appear on injection-molded parts, they result in poor aesthetics, diminished performance, or even functional failures of the product. Therefore, understanding the causes of these defects and implementing effective preventive measures is crucial.
This article will delve into various types of injection molding defects, their causes, and how to avoid them, thereby enhancing product quality and production efficiency. Let’s delve into these injection molding defects!
What Are Injection Molding Defects?
Injection molding defects refer to undesirable phenomena in the appearance, dimensions, structure, or performance of plastic parts during the injection molding process, caused by factors such as materials, processes, equipment, or operations. These defects may manifest as surface roughness, dimensional inaccuracies, internal voids, or inclusions within the plastic parts. Injection molding defects not only affect the aesthetic appeal of products but, more importantly, may reduce their structural integrity, sealing performance, and service life, and even render them unusable.
Therefore, manufacturers need to rigorously control every aspect of the injection molding process to ensure the accuracy and stability of process parameters, optimize mold designs, select appropriate plastic materials, and enhance equipment maintenance and operator training to prevent and minimize the occurrence of injection molding defects.
To effectively identify and address injection molding defects, manufacturers should continue reading below to gain a deeper understanding of common types of defects, their causes, and preventive measures, in order to enhance product quality.
15 Common Types of Injection Molding Defects
Improper operation during injection molding can lead to injection defects. The following are 15 common types of injection molding defects and their possible causes:
1.Burn Mark

The phenomenon of burn marks is primarily characterized by localized areas of the product turning yellowish or black, presenting a charred state. Burn marks typically occur at the final molding location of the product, often due to material decomposition caused by excessively high temperatures.
Causes of Burn Mark
- Injection speed too fast.
- Injection pressure too high.
- Plastic residence time too long.
- Injection molding machine temperature too high or too low.
- Poor mold cavity venting.
- Improper mold temperature control.
Remedies for Burn Mark
- Employ multi-stage injection: fast-slow.
- Check hot runner temperature, reduce hot runner temperature.
- Use a smaller diameter material barrel.
- Choose high-quality plastic pellets, and do not store them for too long.
- Design mold structure reasonably.
2.Blister
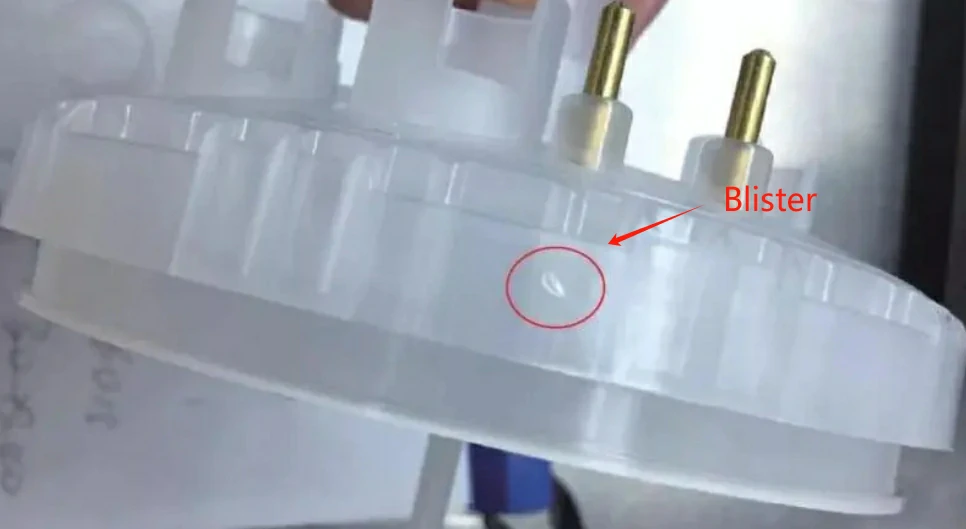
This type of defect typically manifests as numerous very small blister within the finished product, often accompanied by silver streaks. When observing the product externally, these blister typically appear as circular bright spots.
For precision plastic products with waterproof performance requirements, even a tiny blister can lead to the entire product being returned and customer complaints in severe cases. Especially in transparent products, the presence of blister can significantly affect their aesthetics.
Causes of Blister
- Poor design of product thickness, resulting in local overthickness.
- Plastic not properly dried or absorbs moisture from the atmosphere.
- Low injection pressure and short holding time, causing the molten material not to adhere closely to the mold cavity surface.
- Insufficient or blocked venting on the mold parting surface.
- During screw pre-plasticization, too low back pressure and too high screw speed result in the screw retracting too quickly, allowing air to be easily pushed forward along with the material to the front end of the barrel.
- Injection speed too fast, causing shear-induced decomposition of the molten plastic and gas generation.
- Unreasonable mold design, such as poor gate positioning, too small gates, narrow runners, and unreasonable mold cooling system resulting in too large temperature differences in the mold, causing discontinuous flow of the melt in the mold cavity, blocking the passage of air.
Remedies for Blister
- Adjust gate positioning and runner size to minimize mold temperature differentials.
- Use pure raw materials and design products with uniform wall thickness as much as possible.
- Adjust injection speed according to the product structure.
- Decrease screw rotation speed.
- Avoid jetting.
- Increase injection pressure and extend holding time.
3.Ejector Mark
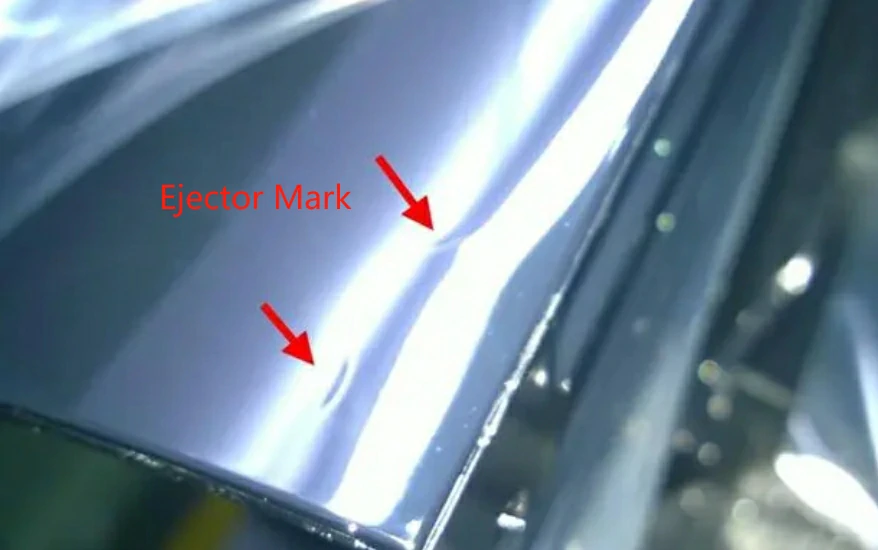
This defect is mainly characterized by excessive force on the plastic part during ejection, resulting in prominent white marks on the ejection area of the plastic product, possibly accompanied by frost-like fine cracks. Ejector mark issues typically occur on the surface of the plastic part, especially where the ejector pin is located on the ejection side of the mold, leading to stress whitening and increased stress.
Causes of Ejector Mark
- Holding pressure time too long or too short.
- Insufficient mold draft angle.
- Rough surface in the demolding direction.
- Vacuum forming on one side of the ejector.
- Inadequate cooling time.
- Insufficient contact area between ejector pins and plastic parts.
Remedies for Ejector Mark
- Adjust holding pressure appropriately.
- Increase the draft angle for demolding.
- Polish the mold surface in the demolding direction.
- Adjust ejector pin positions, placing ejector devices at locations with appropriate wall thickness.
- Increase the cross-sectional area of the ejector rod end.
4.Voids
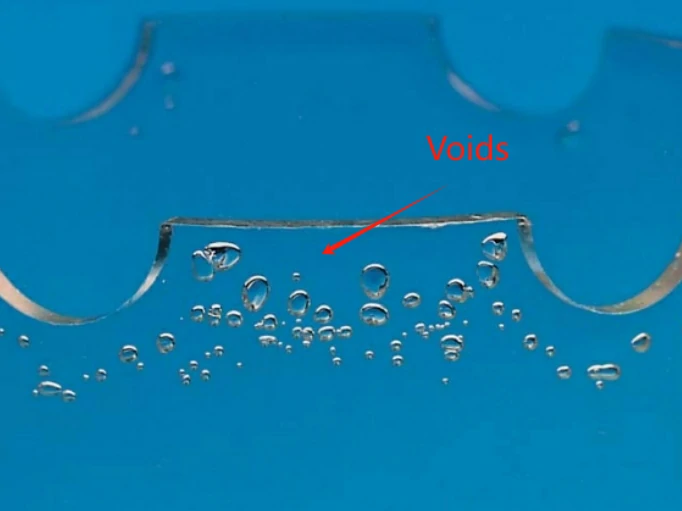
Voids are mainly manifested as cavities or bubbles inside plastic products, which may be caused by plastic not completely filling the mold cavity during the injection molding process.
According to different manifestations, voids can be:
Vacuum Voids
During the injection molding process, vacuum voids are caused by the plastic surface contacting the low-temperature mold wall during the solidification period of the melt, with shrinkage concentrated in thick-walled sections, or due to trapped air.
Air Pockets
Air pockets are caused by the presence of gases in the mold during the injection molding process that are not completely eliminated. They typically appear as white or black holes.
Causes of Voids
- The gate design is flawed.
- Insufficient holding pressure (setting value too low, insufficient time).
- Entrapment of air during filling.
- Influence of mold temperature.
- Rapid shrinkage rate.
Remedies for Voids
- Increase gate size.
- Extend holding pressure time.
- Raise mold temperature.
- Utilize low viscosity materials.
- Reduce thickness.
- Decrease screw rotation speed and increase back pressure.
5.Silver Streaks

Silver streaks are splatter-like marks formed on the surface of plastic products. These marks are typically caused by the evaporation of air or moisture in the plastic, or by the presence of foreign plastics resulting in decomposition and scorching.
Causes of Silver Streaks
- The mold gate is too small or improperly positioned.
- Contaminated recycled material mixed with other materials.
- Excessive barrel temperature causing thermal degradation of the melt inside the screw.
- Elevated temperature at the screw’s discharge port, hindering degassing.
- Excessive injection speed leading to the decomposition of the melt.
Remedies for Silver Streaks
- Optimize the cross-section of the gate.
- Ensure uniform mixing of materials to facilitate plasticization.
- Extend cooling time and injection molding cycle time.
- Reduce the temperature of the melt barrel starting from the nozzle.
- Decrease screw rotation speed to reduce the back pressure on the screw.
6.Sink Mark

Sink marks are mainly manifested as localized depressions (either dimple-like or groove-like) on the surface of the product, typically occurring away from the gate location and in areas with thick walls, ribs, bosses, and inserts. When the thickness of the plastic part is uneven, sink marks may occur in some areas during the cooling process due to excessive shrinkage.
Causes of Sink Mark
- Excessive shrinkage rate of the plastic.
- Improper gate location or undersized gate.
- Non-uniform mold cooling.
- Elevated melt temperature.
- Insufficient plastic injection volume and inadequate packing.
- Excessive or uneven product wall thickness, resulting in inconsistent shrinkage during cooling.
Remedies for Sink Mark
- Optimize mold design.
- Increase injection pressure and injection speed.
- Extend the cooling time of the plastic part inside the mold.
- Adjust mold temperature to ensure uniform cooling.
- If sink marks occur near the gate, extending the holding pressure time can resolve the issue.
7.Short Shot
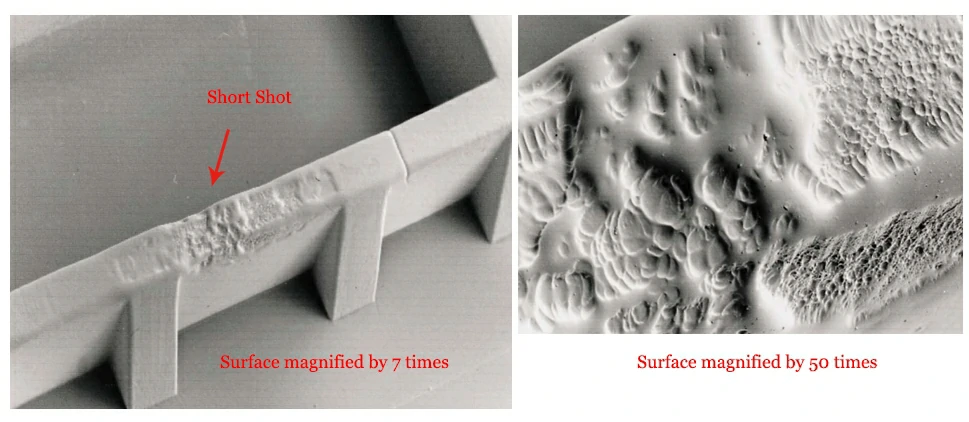
The short shot injection molding defects mainly occurs because the molten plastic fails to completely fill the entire mold cavity, resulting in localized voids or incomplete products.
Causes of Short Shot
- Insufficient plastic supply or low melt fluidity.
- Injection cylinder temperature too low.
- Issues with product shape or mold.
- Inadequate injection pressure.
- Mold too narrow, causing high melt flow resistance.
- Unreasonable design of mold venting structure.
Remedies for Short Shot
- Increase injection speed and melt fluidity.
- Raise the temperature of the injection cylinder to enhance plastic flow.
- Increase injection pressure.
- Improve the mold’s venting system.
- Enlarge gate size and runners.
8.Flash
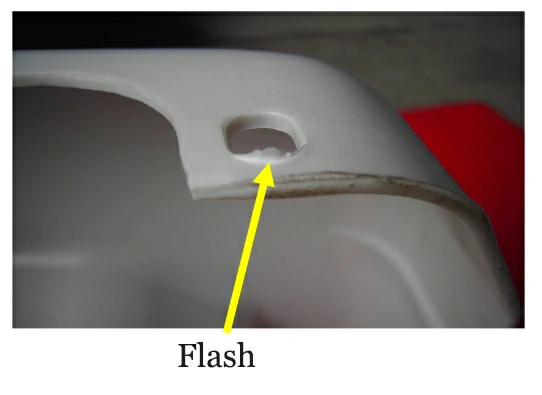
Flash refers to the phenomenon in the injection molding process where molten plastic overflows into the gaps or parting lines of the mold, forming an excess layer of material with a thickness greater than the normal thickness of the rest of the workpiece. This situation often occurs at the edges of parts or on the mating surfaces of the mold, such as the parting surfaces of the moving and stationary molds, the sliding areas of sliders, the gaps of inserts, and the holes of ejector pins.
Causes of Flash
- Insufficient mold clamping force.
- Excessive plastic temperature.
- Excessive injection pressure.
- Large mold clearance tolerance.
- Mold wear, resulting in gaps on the parting surface.
Remedies for Flash
- Check and adjust the mold clamping force.
- Avoid excessive injection causing material accumulation.
- Optimize mold design to ensure reasonable clearances on parting surfaces and mating parts.
- Reduce injection pressure and holding pressure time.
- Regularly maintain and upkeep the mold.
9.Jetting

When molten plastic is injected too rapidly into the mold, the leading edge of the melt can directly shoot out from the gate in the mold cavity without forming sufficient contact with the mold wall. This phenomenon may result in the formation of jetting. This defect is visible on the surface of the molded part, presenting as serpentine melt jets or weld lines.
Causes of Jetting
- Improper gate location.
- Undersized gate cross-section.
- Excessive injection speed.
Remedies for Jetting
- Change the gate position to allow the melt to flow along the mold wall.
- Install auxiliary cores or pins opposite the gate.
- Increase the gate size.
- Decrease injection speed.
- Change the grade to a high-flow type.
10.Flow Lines(Flow Marks)

Flow lines mainly manifest as wave-like or striped surface defects near the gate of the plastic part. The main cause of this phenomenon is that the material does not flow slowly enough due to insufficient injection pressure and velocity.
Causes of Flow Lines
- Uneven distribution of part temperature.
- Rapid solidification of the plastic.
- Insufficient injection pressure and holding time.
- Turbulence or cold material generation near the gate of the melt.
Remedies for Flow Lines
- Increase mold and nozzle temperatures.
- Use low viscosity resin.
- Adjust injection rate and filling speed.
- Increase injection pressure and holding time.
- Enlarge gate and runner cross-sectional areas.
- Install heaters at the gate to increase local temperature.
11.Weld Lines

Weld lines, known as knit lines, weld lines are linear traces on the surface of plastic parts, primarily formed by the convergence of several flow fronts during injection or extrusion molding. The strength of weld lines typically ranges from 40% to 95% of the strength of the surrounding plastic, significantly impacting the design and lifespan of the product.
Causes of Weld Lines
- Convergence of two or more streams of molten plastic at different temperatures.
- Injection speed too fast or too slow.
- Low fluidity of the material.
- Nozzle temperature set too low.
- Poor or inadequate venting.
- Improper gate size or location.
Remedies for Weld Lines
- Reduce the number of gates and adjust their positions.
- Increase injection speed and pressure.
- Raise material and mold temperatures to enhance plastic flow.
- Improve the design of the mold venting system.
- Reduce the use of mold release agents.
- Shorten the distance between the gate and weld area.
12.Embedded Contaminants

External impurities or contaminants being introduced into the mold and embedded into the plastic part can result in the presence of impurities inside the plastic part, which is a common quality issue in the injection molding process. These contaminants may originate from particles on the tool surface, material contaminants or foreign object fragments in the barrel, and material overheating and burning before injection, among other factors.
Causes of Embedded Contaminants
- The raw material contains impurities, excessive moisture, or has not been properly mixed.
- Aging, improper use, or inadequate maintenance of the injection molding machine.
- Material overheating and burning before injection.
Remedies for Embedded Contaminants
- Regularly perform thorough cleaning of molds, tools, and barrels.
- Use clean raw materials free from impurities.
- Set injection temperatures appropriately.
- Perform regular maintenance and inspections of equipment.
13.Warping

Warping in injection molding defects refers to a deviation in the shape of the molded product from the shape of the mold cavity, resulting in rotation or twisting of the product after demolding or shortly thereafter. Typical manifestations include undulations on flat surfaces of the product, with straight edges bending inward or outward.
Causes of Warping
- Improper injection pressure and speed.
- Uneven ejection action.
- Uneven cooling.
- Low melt temperature, resulting in differential shrinkage of the material.
- Irregular cross-sectional thickness.
Remedies for Warping
- Increase injection speed.
- Optimize the demolding system.
- Improve the cooling system.
- Redesign product shape and dimensions according to resin characteristics.
- Increase barrel temperature and screw back pressure.
14.Delamination
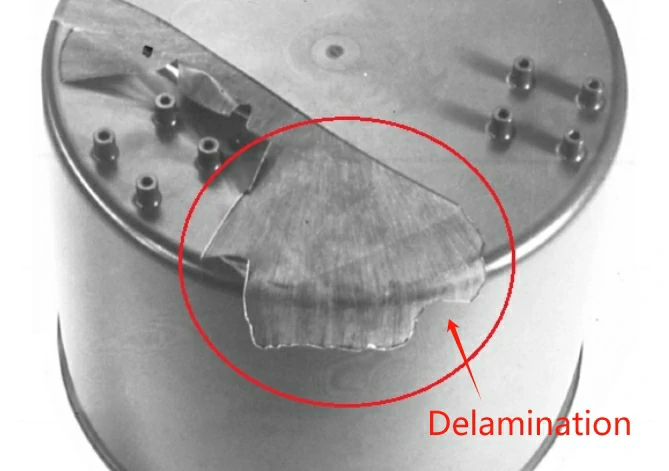
The plastic did not fully fuse within the mold, resulting in delamination or layer separation on the surface or inside the product. This delamination phenomenon is characterized by the formation of mica-like layers on the product wall.
Causes of Delamination
- Incompatible materials or contamination from impurities.
- Inappropriate injection temperatures.
- Poor mold surface quality.
- Uneven mixing of raw materials.
- In a compatible system, high shear stress can also lead to the formation of delamination.
Remedies for Delamination
- Optimize the mixing ratio and method of raw materials.
- Increase melt temperature.
- Reduce injection speed and increase injection pressure.
- Minimize impurity contamination.
- Regularly maintain and upkeep molds.
15.Discoloration
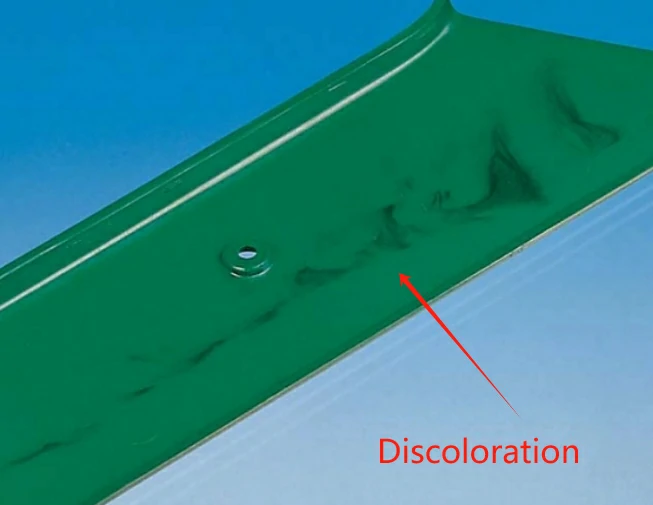
When the color of molded parts is incorrect, it directly leads to uneven color or significant differences in color depth within a product or batch of products. This discoloration typically occurs in specific stripes on the molded product and is manifested as color differences, jetting marks, black spots, or impurities.
Causes of Discoloration
- The material is contaminated, with high moisture and volatile content.
- The mold gate is too small, affecting the flow and fusion of the plastic.
- The equipment is not cleaned properly, with dust or other particles deposited in the hopper, leading to contamination and discoloration of the raw material.
Remedies for Discoloration
- Regularly clean equipment.
- Select appropriate gate sizes based on product requirements.
- Choose high-quality materials to ensure purity and dryness.
- Avoid using expired or low-quality colorants and additives.
Conclusion
Injection molding is a precise and highly technical process that requires accurate control of process parameters and strict adherence to operating procedures. Injection molding defects not only affect the appearance quality of products but may also have a significant impact on their performance and service life, thereby compromising business performance. Therefore, it is crucial to have a deep understanding of different injection molding defects, investigate their causes, and take appropriate preventive measures to maintain high standards of product quality.
To achieve high-quality injection molding results, investing in the right injection molding equipment and selecting experienced injection molding partners is key. BoYi offers reliable injection molding services, with advanced injection molding equipment and stringent quality inspection processes to ensure that the produced injection molded parts meet high-quality standards. Additionally, we have a team of skilled engineers and professional technicians who can select suitable materials, molds, and process parameters according to customer requirements to manufacture parts that meet specifications.
If you are looking for a reliable injection molding partner, consider contacting BoYi. Let us work together to provide excellent products and services for your projects. We look forward to cooperating with you to create a bright future together!
Put your parts into production today
All uploads are secure and confidential.
FAQ
To solve the problem of dimension non-conformity in injection molded products, it may be caused by factors such as incorrect mold dimensions, improper plastic shrinkage rates, and unstable injection pressure or temperature. To address this issue, it is necessary to check the mold dimensions and shrinkage rates, adjust the injection pressure and temperature, and ensure the stability of process parameters.
A bulging defect in injection molding refers to a condition where the surface of the molded part appears swollen or protruding, usually in localized areas. This defect occurs when the material is pushed outward during the injection molding process, often due to excessive pressure or insufficient cooling.
Cracks in molding refer to fractures or fissures that develop in the molded part, either on the surface or internally.Cracks in molded parts can compromise their structural integrity, dimensional accuracy, and overall quality.
Tagged: Injection Molding Guide