Welding is merely the process of joining two metals together, and the quality of welding is a crucial aspect in industrial manufacturing directly impacting the performance and safety of products. Poor welding can result in damaged appearance, decreased structural strength, and even pose safety hazards. This article aims to explore the differences between poor and good welding quality, along with their causes, to provide insights for enhancing welding standards.
What good welds look like vs bad welds?
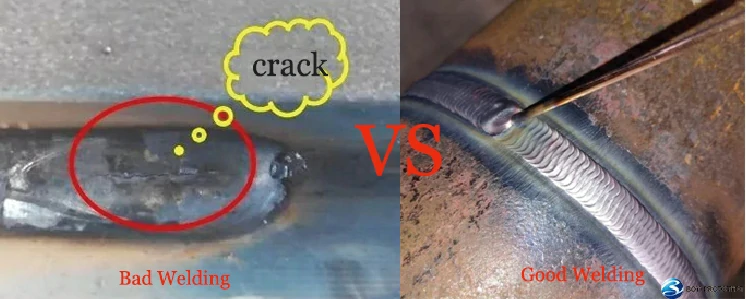
The quality of weld seams varies, with some being visually appealing and safe, while others may pose safety risks. To assess the quality of a weld seam, one should first observe for cracks, spatter around the area, and the overall neatness of the weld. Additionally, the width of the weld seam is an important indicator. Different welding methods yield different results, and achieving high-quality welds requires varying techniques and levels of difficulty. If the weld seam is completely seamless or nearly invisible, it can be considered a high-quality weld.The following is an example comparison chart.
10 characteristics of a good weld
Good weld seams typically exhibit the following 10 characteristics:
- The weld seam is continuous, without any breaks or unfused portions.
- Consistent width and height of the weld seam.
- No noticeable protrusions, depressions, or cracks on the surface of the weld.
- Weld joints are free from misalignment, deviation, or incomplete fusion.
- The weld seam demonstrates good corrosion resistance.
- Length, width, and height of the weld seam meet design requirements.
- Absence of welding slag and spatter.
- Thickness, wrinkling, shrinkage, and bulging of covering layers meet specified standards.
- No blackening, discoloration, oxidation, or burn marks on the weld seam.
- No porosity, inclusions, or incomplete fusion within the weld seam.
Professional welds inspection tools
The following are some common professional weld inspection tools:
1.Visual inspection
Visual inspection is a commonly used method for testing weld seams, known for its cost-effectiveness. This method requires welding inspectors to have years of practical welding experience and professional knowledge to accurately assess the appearance of weld seams and differentiate between acceptable appearances and welding defects.
Following the completion of welding, operators immediately conduct the first visual inspection, primarily checking for visible defects, uneven weld beads, welding undercut, and other inconsistencies. However, it is important to note that weld seams that appear subpar may not necessarily indicate poor quality. In addition to visual inspection, there are other testing methods (as described below) that can more reliably detect potential defects or confirm the quality of weld seams.
2.X-ray detector
This technique utilizes the penetrative nature of X-rays to conduct non-destructive testing of the interior of welds. Experienced inspectors can identify and assess potential issues by observing these X-ray images, such as the integrity and penetration of the weld, as well as possible defects like cracks or porosity. Being able to non-destructively inspect the interior of welds is highly effective for detecting hidden defects.
3.Magnetic particle inspection
This technique is primarily used to detect defects such as cracks on the surface and near-surface of ferromagnetic material workpieces. It is particularly suitable for detecting very small cracks and defects with extremely narrow gaps, as well as defects that are difficult to detect visually. It is highly sensitive for detecting tiny defects on the surface of ferromagnetic materials. It can also be used for inspecting raw materials, processed semi-finished products, finished parts, and used workpieces.
4.Weld seam microscope
It is a high-precision microscopic device capable of real-time recording the size and shape of the molten pool, observing the morphology and dimensions of the heat-affected zone and non-heat-affected zone in the welding area, and detecting internal defects and quality issues in the weld seam.
Good and bad welds according to welding method

Each welding method has its specific operating points and control indicators, and welding operators need to choose appropriate welding parameters and operating methods based on specific situations to ensure high-quality welding results.
1.Stick welding
Shielded Metal Arc Welding (SMAW), also known as Manual Metal Arc Welding (MMAW) or stick welding, is a common type of arc welding. In this welding method, welders manually operate using welding rods coated with flux, creating an arc between the electrode and the metal to be welded using electric current. Electrodes are typically made of filler material, such as steel, and are covered with flux, which helps generate carbon dioxide (CO2) during the welding process to protect the welding area from oxidation and contamination.
Good weld seam characteristics:
- Uniform, continuous weld seam with a full shape.
- Strong bonding between the weld seam and the base metal, free from defects such as pores or slag inclusions.
- Smooth welding surface without cracks.
Bad weld seam characteristics:
- Presence of defects such as pores or slag inclusions.
- Uneven weld seam, with localized overheating or undercooling.
- Welding surface exhibiting cracks or unevenness.
2.MIG welding

Gas Metal Arc Welding (GMAW welding), also known as MIG welding, is a welding method where a continuous consumable electrode wire is fed into the weld zone, creating an arc that melts the electrode wire and the base metal. During the welding process, an inert gas (typically argon) is continuously supplied through the welding gun nozzle to protect the arc, the weld pool, and the surrounding base metal from the harmful effects of the atmosphere.
Good weld seam characteristics:
- Smooth and continuous weld seam with no significant interruptions or gaps.
- Strong bond between the base metal and the electrode wire.
- Smooth welding surface without defects such as porosity or slag inclusions.
Bad weld seam characteristics:
- Presence of defects such as porosity or slag inclusions.
- Discontinuous weld seam with gaps or obvious cracks.
- Uneven welding surface with depressions, protrusions, or ripples.
3.TIG welding
TIG welding, also Gas tungsten arc welding, is a welding technique that uses argon gas as a shielding gas. During the welding process, argon gas is fed into the welding zone through the torch nozzle, isolating the air from the welding area to prevent oxidation. Gas tungsten arc welding utilizes argon gas to protect the metal welding material, melting the welding material onto the base metal with high electrical current to form a weld pool, achieving metallurgical bonding between the base metal and the welding material.
Characteristics of good weld seams:
- Smooth and continuous weld seam, with good fusion to the base material.
- No defects such as porosity or slag in the weld seam area.
- Smooth and neat welding surface.
Characteristics of bad weld seams:
- Presence of defects such as porosity or slag in the weld seam.
- Local overheating or undercooling in the welding area, resulting in uneven weld seams or cracks.
- Rough and uneven welding surface.
4.OXY welding
Oxy-acetylene welding, also known as gas welding, utilizes a flame generated by the combustion of a combustible gas (acetylene) mixed with an oxidizer gas (oxygen) as a heat source to melt the welding material and the base material, achieving the welding between atoms.
Good weld characteristics:
- Well-shaped weld bead, continuous and uniform.
- Weld bead free from defects such as porosity and slag inclusions.
- Welded surface is smooth and even.
Poor weld characteristics:
- Presence of defects such as porosity and slag inclusions.
- Localized overheating or undercooling in the welding zone, leading to uneven weld bead or cracking.
- Welded surface is rough and uneven.
Conclusion
Boor welding and good welding represent two entirely different outcomes of the welding process, each with a direct impact on the performance and safety of welded components. Therefore, it is crucial to rigorously control every aspect of the welding process to ensure the stability and reliability of welding quality.You can also learn more about welding technology guidelines.
FAQ
A strong weld results from proper bonding between the base metals being joined. This is achieved through sufficient heat, which allows the metals to melt and fuse together. Additionally, the use of appropriate welding techniques, such as maintaining proper welding parameters and ensuring adequate penetration, contributes to the strength of the weld.
Some metals that are difficult or impossible to weld include materials like lead, zinc, and magnesium due to their low melting points and tendency to oxidize. Additionally, certain exotic metals like titanium and zirconium require specialized welding techniques due to their reactive nature and susceptibility to contamination.

