Welding titanium is a specialized skill requiring a deep understanding of the metal’s unique properties and challenges. Known for its exceptional strength-to-weight ratio, corrosion resistance, and biocompatibility, titanium is widely used in aerospace, medical, and marine industries. However, welding titanium presents specific challenges that must be addressed to ensure high-quality results. This article provides expert tips for welding titanium, focusing on preparation, techniques, and best practices.
Understanding Titanium’s Properties
First off, let’s talk about what makes titanium so special.Titanium has a high melting point of 1,668°C (3,034°F) and a low thermal conductivity, which means it retains heat longer in the weld zone (More information about the melting point of titanium). This property makes titanium susceptible to oxidation and contamination at elevated temperatures, leading to weld defects such as embrittlement.
How to Recognize Severe Titanium Oxidation?
Titanium welds exhibit various colors indicating the degree of oxidation:
| Color | Oxidation Level | Example Images |
|---|---|---|
| Silver | Low oxidation levels |  |
| Straw Color | Acceptable oxidation levels |  |
| Blue | High oxidation levels |  |
| Purple | Excessive oxidation |  |
| Yellow | Very high oxidation levels |  |
| White | Excessive oxidation, indicating weakness |  |
| Gray | Advanced oxidation, near failure | 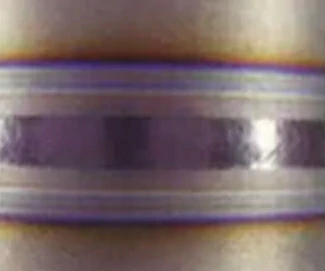 |
Unlike stainless steel, titanium does not turn black when excessively oxidized. Instead, white oxide buildup is a sign of too much oxidation, making the weld unreliable. However, a lack of surface oxides does not guarantee that the weld is free from internal contamination. For critical applications, rely on more than visual inspection.
What Safety Precautions Should You Take with Titanium?
Titanium dust poses significant safety risks due to its high flammability and potential for spontaneous combustion. To ensure a safe welding environment, follow these crucial precautions:
- Clear the Work Area of Flammable Materials: Before beginning any welding activities, remove all flammable items from the vicinity. This reduces the risk of accidental ignition.
- Thoroughly Clean Up Titanium Dust: Accumulated titanium dust can easily ignite from welding sparks. Sweep the work area meticulously to eliminate any titanium dust or shavings before starting the welding process.
- Use Appropriate Fire Suppression Methods: In the event of a titanium fire, never use water to extinguish it, as this can lead to explosive reactions. Instead, equip your workspace with a Class D fire extinguisher, specifically designed for combating fires involving combustible metals such as titanium.
By adhering to these safety guidelines and understanding the intrinsic properties and challenges associated with welding titanium, you can ensure the production of high-quality welds while maintaining a safe and efficient work environment.

How to Prepare Titanium for Welding?
Titanium’s reactive nature and sensitivity to contamination mean that careful preparation can make a significant difference in the weld’s performance and integrity. Here’s how to prepare titanium for welding:
Cleaning the Titanium Joint
The first crucial step is to clean the titanium joint thoroughly. Begin by wearing nitrile gloves to avoid transferring oils and moisture from your skin to the titanium surface, which could lead to contamination. Use acetone or methyl ethyl ketone along with a brand-new, clean, lint-free cloth to remove any oils, grease, dust, and hydrocarbons from the joint.
It’s important to avoid using chlorinated solvents like Chlorinated Fluoro Carbon (CFC), as they can cause stress-corrosion cracking when the welded piece is heated above 430°C (800°F).
Removing the Titanium Oxide Layer
Titanium naturally develops an oxide layer on its surface that needs to be removed before welding. For small joints, use a file or a stainless steel wire brush. For larger surfaces, a flap wheel or grinding wheel is suitable. Be careful not to apply excessive pressure in one area to avoid localized heat buildup.
After grinding, wipe the joint clean again to remove any residual particles. Ensure that any tools used, such as carbide burrs and stainless brushes, are dedicated solely to titanium to prevent contamination from other metals.
The titanium filler metal should also be prepared to ensure a clean weld. Clean the filler wire before use, and clip the end of the wire just before welding to expose pure titanium. This step helps to avoid introducing oxides into the weld pool, which could compromise the weld’s integrity.
Purging the Weld
Titanium’s high reactivity with oxygen and susceptibility to contamination from hydrogen and nitrogen necessitate purging the weld area. Use argon to purge the underside of the weld, replacing the air with a non-reactive gas to prevent oxidation. For pipe welding, plug both ends of the pipe, poke a hole in one end, and use an argon gas hose to push out air and replace it with argon.
For a DIY approach, tape the joints at the bottom and keep higher joints loose to ensure that argon flows from the lowest to the highest point of the pipe system.
Choosing the Welding Process
Gas Tungsten Arc Welding (TIG) is the recommended process for welding titanium due to its precision and effective shielding capabilities. Although MIG welding is possible, it often produces excessive heat and spatter, which can lead to contamination. TIG welding allows for better control and minimizes the risk of contamination, making it the preferred choice for titanium.
TIG Welding Titanium
When TIG welding titanium, use Direct Current Electrode Negative (DCEN) polarity. Unlike aluminum or magnesium, titanium welding does not require Alternating Current (AC) output. Ensure your TIG machine is equipped with a high-frequency arc start to prevent tungsten contamination.
Additionally, pulsed TIG welding can help control heat input and improve weld penetration. Machines like the YesWelder YWT-200DC offer the necessary features for effective titanium welding at an economical price.
Shielding Gas Selection
For TIG welding titanium, 100% argon is generally preferred. Although helium can be added, it is typically unnecessary and more costly. Ensure the argon used is of high purity, ideally at least 99.995%, to avoid weld discoloration and contamination. A high-quality argon tank is crucial for achieving clean welds.
Tungsten Electrode and Filler Metal
Select tungsten electrodes that are suited for titanium welding, such as thoriated, lanthanated, or ceriated tungsten. Grind the electrode to a sharp point but avoid touching the titanium to prevent contamination. For filler metals, match the alloy to the titanium you are welding. Common filler wires include ERTi-2, ERTi-3, and ERTi-4, and consulting AWS A5.16/A5.16M:2007 will provide further guidance on specifications.
Post-Weld Shielding Gas Flow
Maintaining shielding gas flow after welding is essential to prevent rapid oxidation of the weld. Continue the gas flow until the weld cools below 430°C (800°F). In some cases, you may need to use a trailing shield or keep the gas flow for a longer period, especially for thicker titanium sections. This helps to maintain protection and ensure the weld remains free of contaminants.
Inspecting Your Work
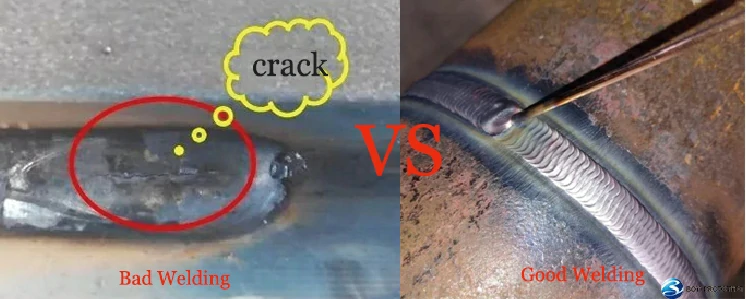
After welding, thorough inspection is essential. Look for signs of contamination, cracks, or porosity. Non-destructive testing methods, such as dye penetrant inspection or X-ray inspection, can help ensure the integrity of your welds. Consistent practice and rigorous inspection routines will help you achieve the highest quality welds.

Welding Titanium vs Stainless Steel
Welding titanium and stainless steel both require a meticulous approach, but each material comes with its own set of challenges and best practices. Here’s a friendly breakdown of how welding these two metals compares.
| Aspect | Titanium | Stainless Steel |
|---|---|---|
| Strength-to-Weight Ratio | ~4 times better than stainless steel (50% lighter, 2x stronger) | Lower than titanium but good overall strength |
| Melting Point | ~1670°C (3035°F) | ~1450°C (2642°F) |
| Reactivity | Highly reactive with oxygen, nitrogen, and hydrogen | Less reactive, but can suffer from oxidation |
| Oxide Layer | Forms naturally; needs to be removed before welding | Not an issue unless dealing with high temperatures |
| Preferred Welding Process | Gas Tungsten Arc Welding (TIG) | TIG, MIG, and Stick welding are all viable |
| Shielding Gas | 100% Argon (Helium optional) | Argon with CO₂ or Helium, depending on the process |
| Heat Management | Requires precise control due to high melting point | Easier to manage due to lower melting point |
| Post-Weld Treatment | Continued shielding gas flow until cooled | Post-weld cleaning; passivation optional |
| Common Challenges | High reactivity, contamination, need for precise shielding | Oxidation, chromium carbide formation |
| Typical Applications | Aerospace, medical implants, high-performance parts | Kitchenware, industrial equipment, construction |
Titanium Welder How to Use Video
Please watch the following video to learn how to use the Titanium Flux 125 welder.
Can You Weld Titanium?
Yes, you can weld titanium! Welding titanium is a specialized process, but with the right techniques and equipment, you can achieve strong, high-quality welds.
Can You Weld Titanium to Steel?
Welding titanium to steel is challenging and generally not recommended due to their different properties and reactivity. If necessary, special techniques and filler materials are required to manage the thermal expansion and prevent contamination. A common method is to use a nickel-based filler metal, but it requires careful control to ensure a strong bond. For most applications, it’s better to use similar materials or employ mechanical joining methods.
Can You Weld Titanium to stainless?
Yes, you can weld titanium to stainless steel, but it requires careful handling due to their differing properties. A common approach is to use a nickel-based filler metal, which helps create a strong bond and reduces the risk of contamination. The welding process should be carefully controlled to manage differences in thermal expansion and prevent issues like cracking or weak joints. Proper preparation, including cleaning and purging, is crucial for achieving a reliable weld.
Conclusion
Welding titanium requires a combination of precision, preparation, and adherence to best practices to achieve high-quality results. By understanding the unique characteristics of titanium, following proper preparation techniques, and maintaining a controlled welding environment, you can produce strong, reliable welds that meet the demanding standards of various applications. Whether you are new to titanium welding or an experienced welder looking to refine your skills, these expert tips will help you navigate the complexities of working with this remarkable metal.
If you have any questions or need further assistance with your titanium welding projects, feel free to reach out for expert advice or consultation.

Ready for Your Project?
Try BOYI TECHNOLOGY Now!
Upload your 3D models or 2D drawings to get one on one support
FAQ
Titanium is challenging to weld primarily due to its high reactivity with oxygen, nitrogen, and hydrogen at elevated temperatures. These elements can contaminate the weld, leading to defects like embrittlement and reduced strength.
The best welding method for titanium is Tungsten Inert Gas (TIG) welding. TIG welding is preferred because it provides precise control over the heat input and creates a clean, high-quality weld.
Yes, welding titanium can be relatively expensive. Titanium itself is more expensive than many other metals due to its extraction and processing requirements.
Catalog: Sheet Metal Fabrication Guide

This article was written by engineers from the BOYI team. Fuquan Chen is a professional engineer and technical expert with 20 years of experience in rapid prototyping, mold manufacturing, and plastic injection molding.