After precision machining, aluminum parts often confront challenges posed by harsh environmental conditions, with corrosion and surface damage emerging as primary culprits for component failure. In response to this challenge, manufacturers actively employ the Alodine surface finishing technique to enhance the corrosion resistance and surface quality of their products, thereby ensuring the stability and reliability of components during usage.
This guide aims to delve into the principles, working mechanisms, applicable scopes, and key considerations in design and application of Alodine coating technology.
What is Alodine?
Alodine is the registered trade name for a paint sold by the American Chemical Coatings company,, also known as chemical conversion coating or chem film,
Mainly used for surface treatment of aluminum alloys. It can generate a very thin anodic oxide film on the surface of aluminum alloy through chemical reactions, with a thickness of approximately 0.5-4 microns. The main components of the Alodin coating include chromium anhydride, methyl tetrafluoroborate, sodium fluoride, and other substances, mixed in a certain proportion.
The process involves immersing the aluminum part in a solution containing hexavalent chromium compounds (such as chromic acid or dichromates), which reacts with the surface of the metal to form a thin, protective layer. This layer not only provides corrosion resistance but also improves adhesion of subsequent coatings such as paint or adhesives.
The main functions of the Alodin coating include:
- Improve the corrosion resistance of aluminum alloy surfaces.
- Improve the adhesion with the primer and provide a good bonding base for the paint coating.
- Can be used as a coating to change conductivity.
What are the Steps to Alodine?
Complete Alodine treatment process typically consists of the following steps:
1.Before performing Alodine surface finishing, the structural surface needs to be prepared as follows:
- For onboard structural components, protect adjacent areas to prevent liquid leakage or dripping, which can cause corrosion.
- Wipe away dust and clean the surface with MEK (Methyl Ethyl Ketone).
- Use the following tools to remove paint layers and protective coatings from the parts: a. Very fine aluminum oxide grinding wheel b. Scotch-Brite cloth c. 400-grit aluminum oxide sandpaper. Remove the protective layers until a shiny aluminum surface is exposed, then use a clean cotton cloth to remove any residue from the structural surface.
- If conditions permit, conduct a water break test.
- Maintain for at least 15 minutes, allowing the surface to dry.
2.Degreasing
Initially, the metal surface undergoes degreasing to remove any oils, dirt, or organic substances. This is typically achieved using degreasing agents such as alkaline solutions or organic solvents. The key in this step is to ensure the metal surface is thoroughly cleaned for effective subsequent processing.
3.Rinsing
After degreasing, the metal surface undergoes thorough rinsing with water to remove any residual degreasing agents or contaminants. Water rinsing ensures the metal surface is left clean.
4.Deoxidize(used when severe oxidation is present)
If the metal surface exhibits severe oxidation or other surface defects, an deoxidize process may be necessary. Deoxidize is performed mechanically or chemically to smoothen the metal surface, enhancing coating adhesion and uniformity.
5.Rinsing(used after deoxidation step)
Following the etching process, another round of rinsing is conducted to thoroughly clean the metal surface and remove any residual etching agents or oxidation.
6.Performing Alodine surface finishing
- For onboard structural components, brush apply Alodine: Use a brush, nylon brush, or clean cloth to apply the solution onto the surface of the structural component. Wait until a golden chemical protective film forms, then gently absorb any remaining solution from the surface with a damp cotton cloth until no residue is left. Once the surface of the component is completely dry (1-3 hours at room temperature), promptly apply primer to the structural surface.
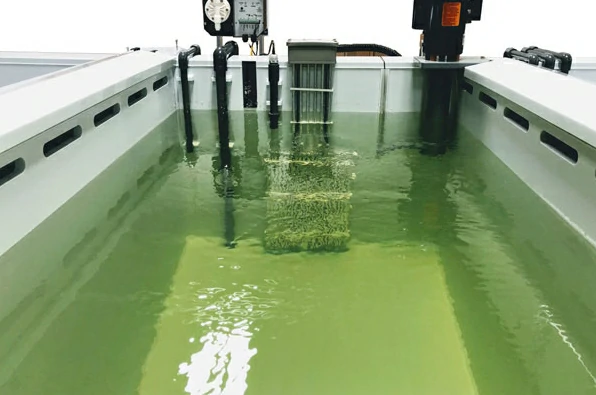
- For removable structural components, immerse in Alodine: Submerge the component in the solution for 30-40 seconds, after which a golden chemical conversion film will form on the component. Rinse the structural surface with water, then gently wipe away any remaining liquid from the surface with a damp cotton cloth. Once the surface of the component is completely dry, primer should be applied to the structural surface as soon as possible.
Related resources:
Surface Finish Symbols: Everything You Need to Know
7.Post-Treatment
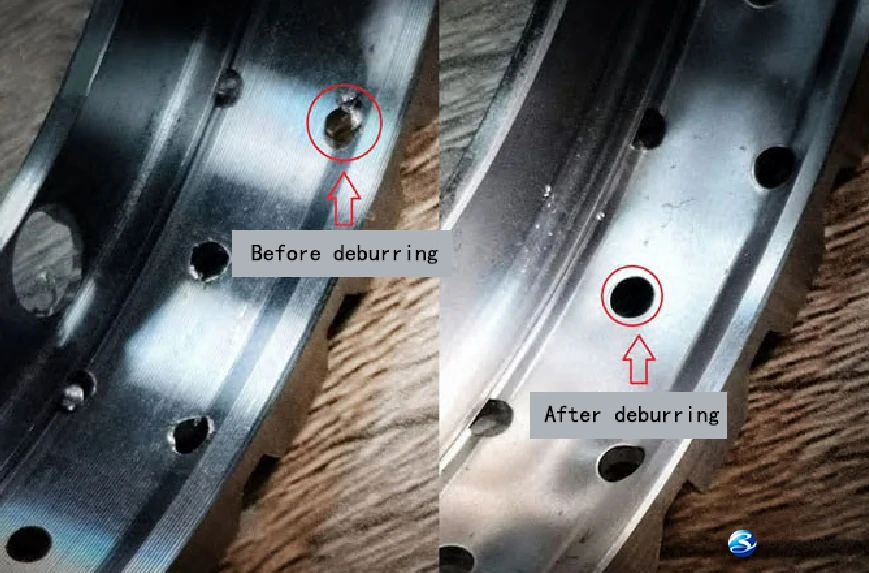
Depending on specific requirements, post-treatment of the treated metal surface may be carried out. This could include sealing, deburring, desmutting, or applying drying agents to further enhance coating performance or provide specific functionalities.
8.Drying
Upon completion of the process, the metal surface undergoes thorough drying. This can be achieved through air drying or using drying equipment. Ensuring the metal surface is completely dry is crucial to prevent issues such as uneven coating or blistering.
Types Of Alodine Chromate Conversion Coating
According to their different chemical composition and properties, Alodine coatings can be classified into various types, with the most common being Type 1 and Type 2 according to the MIL-DTL-5541 standard.
MIL-DTL-5541 Type 1
- Type 1 coatings primarily contain hexavalent chromium, hence often referred to as “hexavalent chromium” coatings. This type has been historically one of the most commonly used chromate conversion coatings before the introduction of safer alternatives.
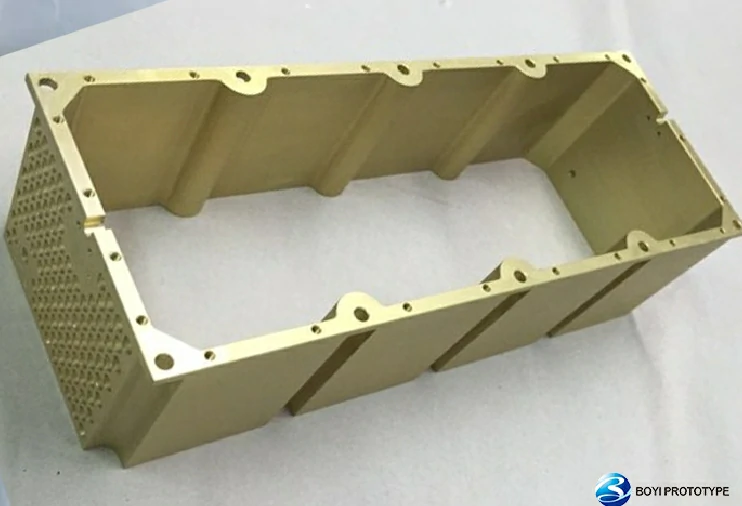
- These coatings typically exhibit shades of brown or gold, although they can also be transparent without distinct coloration.
- Usage of MIL-DTL-5541 Type 1 coatings is restricted in some countries due to varying laws and regulations concerning their environmental and health impact.
MIL-DTL-5541 Type 2
- Type 2 coatings contain trivalent chromium, hence known as “hexavalent chromium-free” coatings.
- These coatings are usually transparent without any discernible color.
- MIL-DTL-5541 Type 2 coatings have replaced Type 1 as the more commonly used chromate conversion coating standard, owing to their superior performance, enhanced safety profile, and simpler, faster, and more direct application process.
Table 1: Comparison of advantages and disadvantages
| Feature | MIL-DTL-5541 Type 1 | MIL-DTL-5541 Type 2 |
|---|---|---|
| Corrosion Resistance | Offers excellent corrosion resistance | Provides good corrosion resistance |
| Environmental Friendliness | Contains hexavalent chromium, may be subject to environmental regulations | Chromium-free, more environmentally friendly |
| Appearance Preservation | Coating color may be uneven, with some color variance issues | Transparent coating, maintains the original color and appearance of the metal |
| Electrical Conductivity | Exhibits good electrical conductivity | Maintains good electrical conductivity |
| Process Complexity | Complex process, longer processing time, higher cost | Simpler process, shorter processing time, lower cost |
| Application Range | Widely used in aerospace, automotive manufacturing, etc. | Widely used in applications with high environmental requirements |
| Stability of Performance | Coating has good stability and is not prone to flaking | Requires regular inspection and maintenance to ensure coating stability and performance |
In addition to the MIL-DTL-5541 standard, there are also other coating standards, such as AMS-C-5541, MIL-C-81706, and AMS-2473 and 2474. These standards typically target different application scenarios and material types, providing users with more choices.
Main Characteristics of Alodine
Below are detailed descriptions of the characteristics of Alodine:
- Thin Oxide Film: Alodine treatment typically results in a very thin oxide film, usually ranging from 0.5 to 4 micrometers. This thin film does not significantly affect the mechanical properties of the metal and provides excellent surface adhesion, making it an ideal base coat for paints.
- Ease of Operation: Alodine treatment is relatively simple and typically requires only a few minutes to an hour of processing time. This simplicity enhances efficiency in production processes without requiring complex equipment or techniques.
- Maintained Conductivity: Despite the formation of an oxide film, Alodine-treated surfaces maintain conductivity to a certain extent. This is crucial for applications requiring the retention of metallic conductivity, such as electronic components or grounding systems.
- Room Temperature Operation: The Alodine treatment process primarily operates at room temperature, eliminating the need for additional energy consumption for heating. This reduces energy costs and minimizes environmental impact.
- Stability and Ease of Maintenance: Alodine solutions are relatively stable and can be used for extended periods without degradation. Additionally, maintenance is straightforward, typically requiring routine inspections and equipment upkeep.
- Toxicity and Flammability: Alodine solutions contain toxic components and must be handled with care. They are also flammable, necessitating precautions to prevent ignition and proper disposal to avoid environmental contamination and fire hazards.
Is Alodine Hazardous?
Yes, Alodine solution contains toxic components, so contact with the human body should be avoided during the processing. If accidentally touched, it may cause harm to the human body. In addition, alodine is also flammable, so it should be kept away from fire sources during use. Clothes that have used alodine solution should also be isolated and stored to avoid fire.
Therefore, seeking alternative solutions has become particularly important. Anodizing, chromate-free conversion coatings, phosphate conversion coatings, passivation, chemical sealants, and organic coatings are common alternatives to Alodine for surface treatment of metals. These alternatives offer similar functionalities such as corrosion resistance and surface finishing, each with its own advantages and suitability for specific applications.
What is Alodine vs Anodize?
The main differences between Alodine and anodizing are:
1.Process Difference
- Alodine, also known as chromate conversion coating, is a chemical process that involves the application of a chromate-based solution onto the metal surface. This solution chemically reacts with the metal to form a protective conversion coating.
- Anodizing is an electrochemical process that involves immersing the metal in an electrolyte bath and passing an electric current through it. This process creates a thick oxide layer on the surface of the metal, which provides corrosion resistance and can also be dyed for aesthetic purposes.
2.Appearance Difference
- Alodine coatings usually have a gold or iridescent coloration, but can also be clear. They may not significantly alter the appearance of the metal substrate.
- Anodized coatings can vary in appearance depending on the type of anodizing process used and any dyeing or sealing treatments applied afterward. Anodized coatings can be colored in various shades and may have a matte or glossy finish.
3.Applications Difference
- Alodine coatings are commonly used for corrosion protection, paint adhesion, and surface preparation of aluminum and other metals. They are often used in aerospace, automotive, and other industrial applications.
- Anodizing is widely used for decorative purposes as well as for providing corrosion resistance and wear resistance. It is commonly used in architectural, automotive, and consumer electronics industries.

Applications of Alodine
Alodine applied to various components across industries for corrosion protection, paint adhesion enhancement, and improved electrical conductivity. Examples of components benefiting from Alodine coating include aircraft structures, landing gear, engine parts, chassis components, body panels, engine mounts, connectors, housings, enclosures, armored vehicle parts, weapon systems, and communication equipment. Its corrosion-resistant properties make it indispensable for safeguarding critical parts subjected to harsh environmental conditions, ensuring longevity and reliability in diverse applications.
Conclusion
As industries continue to push the boundaries of innovation and quality, the Alodine process remains a steadfast ally, enabling manufacturers to achieve superior results in their quest for excellence. By understanding the principles and methodologies outlined in this guide, engineers and technicians can leverage the transformative power of Alodine to elevate the reliability, durability, and functionality of precision parts across various sectors. With its proven track record and enduring relevance, Alodine continues to shape the landscape of precision engineering, promising a future where components perform at their peak, even in the harshest of environments.
FAQ
This process involves chemical reactions between the metal surface and the chromate solution, forming a protective coating that enhances corrosion resistance and improves paint adhesion. The chromate layer acts as a barrier, preventing corrosion from reaching the underlying metal substrate.
Alodine is a chemical treatment used to prepare aluminum surfaces for improved paint adhesion and corrosion resistance. It creates a thin, protective layer on the aluminum surface, which enhances its durability and allows for better bonding with subsequent coatings or paints.