Injection molding is a widely used manufacturing process for producing plastic parts in various industries. However, like any other manufacturing process, it is prone to defects, one of which is the short shot. A short shot refers to an incomplete filling of the mold cavity, resulting in a part with missing sections or an overall smaller size than intended.
This article delves into the causes of short shots in injection molding and provides practical solutions for mitigating this injection molding defect.
What is a Short Shot?
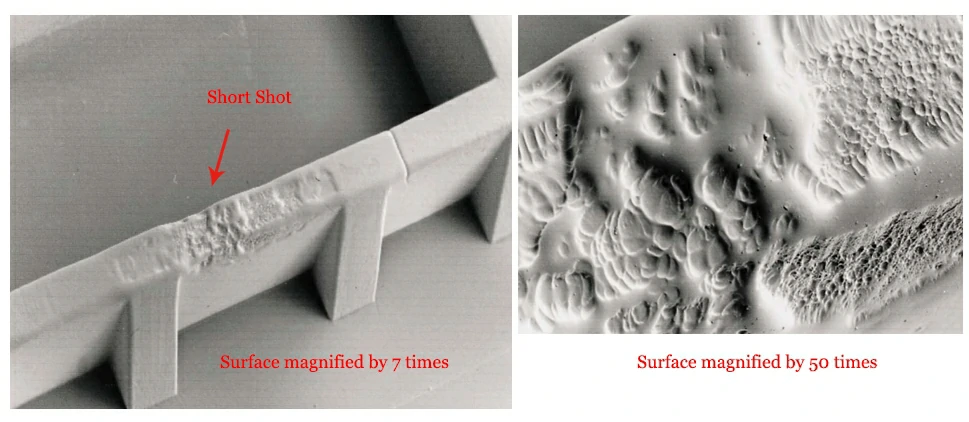
Short shot refers to the incomplete filling of the mold cavity (or partial filling in the case of multi-cavity molds) by the polymer melt, resulting in incomplete product structure. It often occurs in the thin-walled areas of products with uneven wall thickness or at the end of material flow.
How Are Short Shot Defects Formed?
The short shot defect typically occurs during the injection molding process when either the preset injection volume of the melt is insufficient or the mold filling resistance exceeds the injection pressure.
There can be various causes for the formation of short shot defects. Here are some common reasons:
- Insufficient injection pressure
- Excessively slow injection speed
- Low mold temperature
- Issues with the plastic material
- Mold design problems
Short Shot Iniection Molding Causes
The above briefly outlined the causes of short shot defects, but don’t worry. By understanding the reasons and their occurrence, it’s easier to promptly prevent or correct material shortages in injection molding.
If you’re planning to embark on a new plastic injection molding project, consider obtaining a professional quote from BOYI. You’ll receive valuable Design for Manufacturability (DFM) feedback, to minimize the occurrence of short shots as much as possible.
Put your parts into production today
All uploads are secure and confidential.
Poor Mold Design
Complex mold geometries, sharp corners, or thin sections can make it difficult for the plastic to flow evenly and completely fill the mold cavity.There are several main reasons for these occurrences:
1.Mold Temperature Too Low
When the mold temperature is too low, it results in poor melt flowability, causing the molten plastic to solidify prematurely before filling the cavity completely, leading to a short shot.
If lower injection temperatures are necessary to prevent material degradation, measures can be taken such as raising the temperature of the forward section of the barrel or increasing the injection speed to reduce the polymer’s cooling time.
2.Improper Cold Slug Well Design
A cold slug well should be incorporated at the end of each runner and sprue. The dimensions of the cold slug well must be appropriate, and there should be no obstructions upstream (such as ejector pins) to ensure its effectiveness in capturing cold slugs. Otherwise, any uncaptured cold slug flowing downstream may potentially block the gate or small runners, resulting in a short shot.
3.Gate Too Small
If the runner, sprue, or gate is too small, it increases flow resistance. If the injection pressure is insufficient, the advancement of the melt front will slow down progressively. This can result in a short shot due to premature solidification of the melt front before the cavity is completely filled.
4.Improper Gate Location
An improper gate location can result in excessively long flow lengths and increased flow resistance. If the injection pressure is insufficient, the advancement of the melt front will slow down progressively. This can lead to a short shot due to premature solidification of the melt front before the cavity is completely filled.
5.Inadequate Venting
Poor venting results in a significant amount of gas remaining trapped inside the mold cavity. This trapped gas experiences compression from the flow of material, generating considerable pressure. When this pressure exceeds the injection pressure, it hinders the filling of the melt, leading to the occurrence of short shot phenomena.
Incorrect Injection Pressure
The rated injection pressure being too low can result in the need for injection pressures close to or exceeding 85% of the rated injection pressure of the injection molding machine. Conversely, too high a pressure could lead to other defects such as flash or warping.
Temperature Issues
During the injection process, the nozzle comes into direct contact with the mold. Since the mold temperature is generally lower than the nozzle temperature, and there is a significant temperature difference between them, frequent contact between the two causes the temperature of the nozzle to decrease. This results in the solidification of the melt at the nozzle, a phenomenon also known as “cold slug.”
Improper Injection Speed
The injection rate being too slow, insufficient shear of the melt, and prolonged cooling time during the flow process lead to a rapid increase in viscosity and excessive flow pressure loss.
Improper Part Structure Design
When the proportions of the part are mismatched in terms of overall dimensions (such as disproportionate thickness to length), or when the part has a complex shape and a large molding area, the melt is prone to encountering flow resistance in the thin-wall sections of the plastic part, resulting in the occurrence of short shot phenomena.

How To Fix Short Shot Injection Molding
Once you understand the causes of short shots in injection molding, you can begin troubleshooting. Below are methods for correcting short shots in injection molding.
Venting
Check whether the cold slug well is set up or positioned reasonably. For deep cavity molds, vent grooves or vent holes should be placed in the areas where short shots occur. Vent grooves can be opened on the parting surface of the mold, with a depth generally ranging from 0.02 to 0.04mm and a width of 5 to 10mm, while vent holes should be set at the final filling location of the cavity.
For polymers with high volatility or high water content, volatile components should be removed or dried before injection molding.
Using the method of changing the process parameters of the mold system can also improve poor venting. For example, measures such as increasing mold temperature, reducing injection speed, reducing clamping force, and increasing mold clearance can be taken.
Increase Mold Temperature
Increasing the mold temperature (by reducing the cooling rate or heating the mold). The mold temperature can be initially set based on the recommended values from the material supplier. Adjustments can be made in increments of 6°C, with 10 shots injected. After stable molding conditions are achieved, further adjustments can be made based on the results.
If the mold temperature remains consistently low, changes to the design of the cooling system should be considered.
Part Design
When designing the form and structure of a part, attention should be paid to the relationship between the part’s thickness and the maximum flow length of the melt during filling.
The ratio of the melt’s maximum flow length to the part’s thickness during filling:
| Resin Category | Ultimate Flow Length/Thickness |
|---|---|
| LDPE | 280:1 |
| PA | 150:1 |
| POM | 145:1 |
| PMMA | 130:1 |
| PP | 250:1 |
| PVC | 100:1 |
| PC | 90:1 |
| HKPE | 230:1 |
| PS | 200:1 |
| ABS | 190:1 |
Please note that generally, the thickness of the part is usually 1 to 3 mm, for large parts it’s 3 to 6 mm. Typically, part thickness exceeding 8 mm or less than 0.5 mm is unfavorable for injection molding.
Optimize Injection Pressure and Speed
Injection pressure can be increased by slowing down the forward speed of the injection plunger and appropriately extending the injection time. When injection pressure cannot be further increased, the melt temperature can also be increased appropriately (as long as it does not cause material decomposition) to reduce the viscosity of the melt.
Choosing the appropriate holding pressure time (generally controlled within 30 to 120 seconds, with the possibility of increasing it for thick-walled parts) can prevent short shot phenomena.
Selecting the Appropriate Injection Molding Machine
When selecting equipment, the injection capacity of the injection molding machine needs to be greater than the total weight of the plastic part and the sprue, and the total injection weight should not exceed 85% of the plasticizing capacity of the injection molding machine.
Experience the Exceptional Injection Molding Services of BOYI
BOYI offers unparalleled injection molding services. With a team of experienced professionals, we provide you with comprehensive services ranging from product design, mold development to manufacturing.
We utilize the most advanced injection molding technology to ensure precise control of every injection, preventing common issues like short shots and delivering your products with impeccable quality.
Contact us now to kickstart your injection molding project!
Put your parts into production today
All uploads are secure and confidential.
Conclusion
Short shots in injection molding can be a frustrating defect, but by understanding the causes and implementing appropriate solutions, manufacturers can significantly reduce their occurrence.
FAQ
A short shot refers to a defect in the molding process where a plastic injection molded part is incomplete due to the insufficient filling of the molten plastic into the entire mold cavity. This results in a portion of the part lacking the desired plastic material, such as a missing tine on a plastic fork.
A short shot during injection molding can occur due to various reasons, primarily because the molten plastic fails to fully fill the entire mold cavity, resulting in incomplete components with areas lacking plastic material.
Tagged: Injection Molding Guide