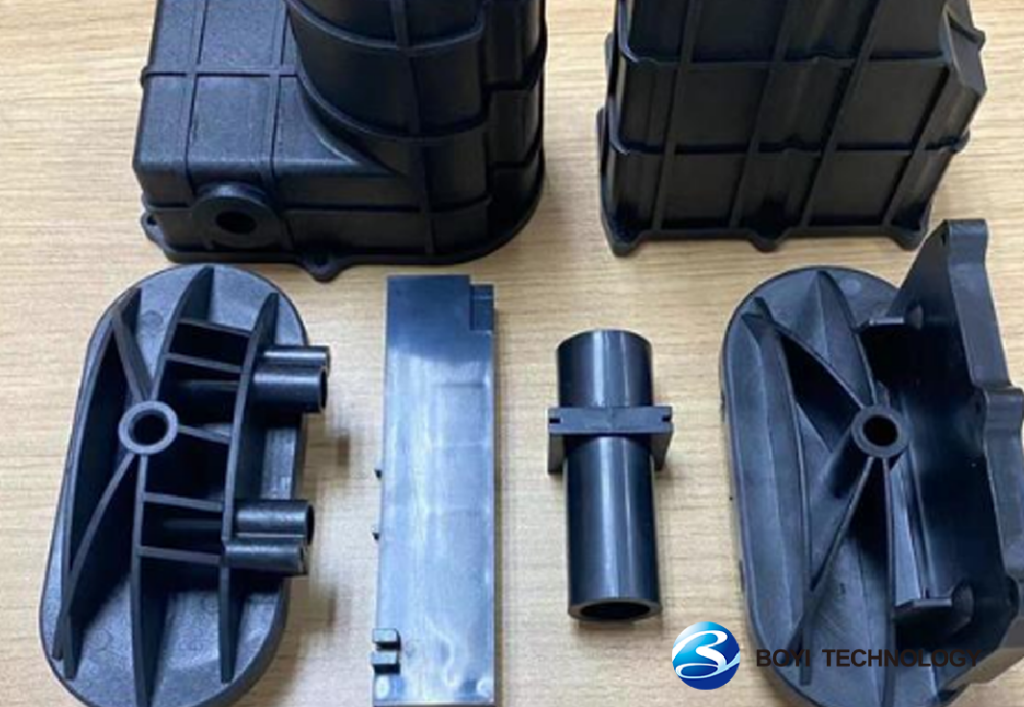
In the injection molding process, “warping” is undoubtedly a headache for manufacturers. This issue can lead to irregular shapes such as folding, twisting, or bowing of parts, and in severe cases, it may weaken the structural performance of the parts. The occurrence of this problem is often closely related to various factors during the injection molding process.
Next, we will explore how to cleverly avoid the warping phenomenon in plastic injection molding.
What is a Warping?
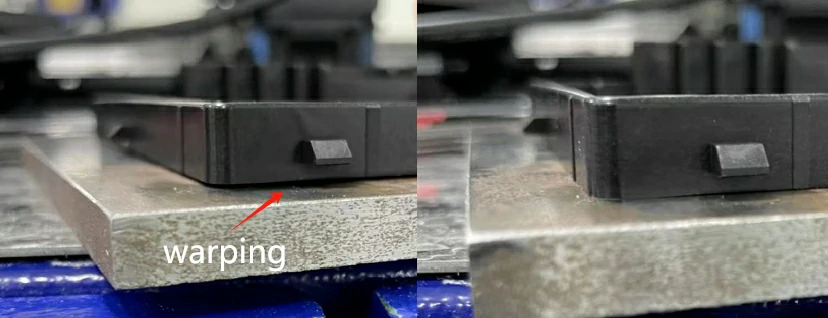
Warping refers to the deviation of the shape of plastic parts from the shape of the mold cavity. After the parts are ejected from the mold, there are differences in size, shape, and design. The local surface may exhibit twisting, warping, wavy surfaces, and angular deviations.
How Are Warping Defects Formed?
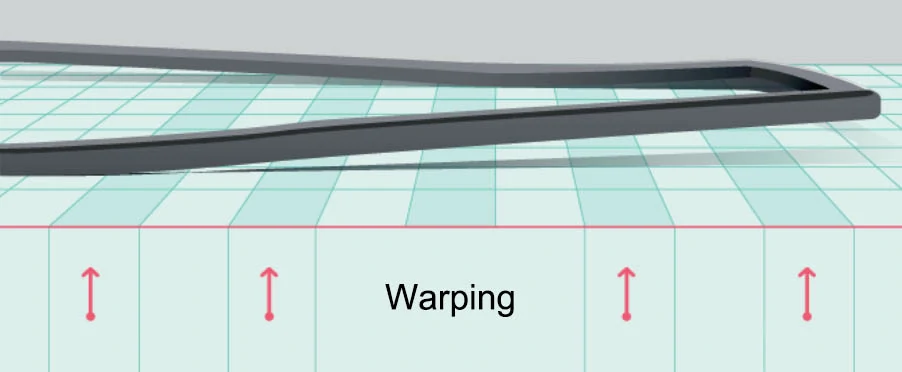
The formation of warping is mainly due to the uneven shrinkage of plastic materials during cooling inside the mold.
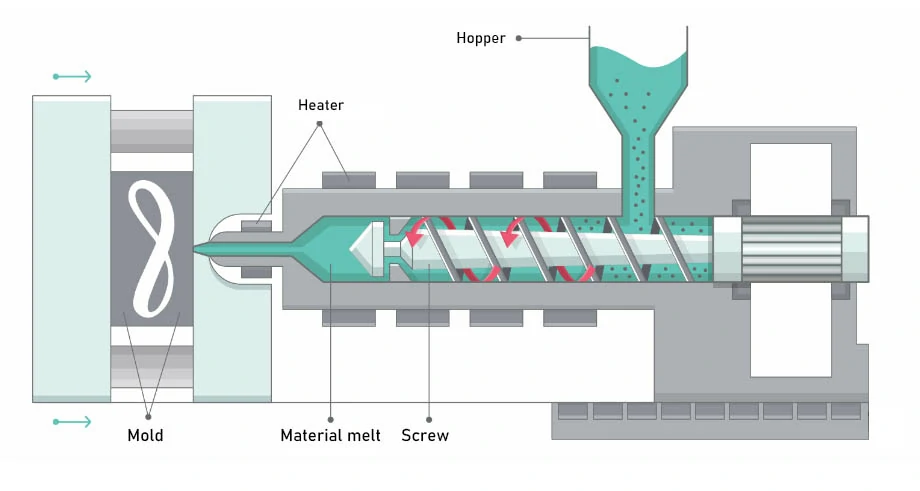
After the molten plastic is injected into the mold, as the temperature decreases, the plastic gradually transitions from a molten state to a solid state. However, due to the uneven temperature distribution in different parts of the mold, the cooling rate of the plastic varies in different regions, resulting in the generation of internal stresses. These internal stresses are not adequately released and balanced during the cooling process, ultimately leading to warpage deformation of the plastic part after demolding.
Cause and Solutions for Warping in Injection Molding
There are many reasons for the warping of injection molded parts, such as uneven wall thickness, excessive injection pressure, excessively long packing time, excessive mold temperature, and insufficient cooling time, among others. Therefore, relying solely on adjustments to the molding process has limited effectiveness.
Below, BOYI will briefly analyze the factors affecting the warping of plastic parts and provide corresponding solutions.
Uneven Cooling
The mold’s cooling system is either unreasonable or insufficient, leading to significant temperature differences among different parts of the plastic part during the cooling process, resulting in uneven shrinkage. This differential shrinkage generates bending moments, causing the plastic part to warp.
Solution
Consider altering the path of cooling water, the position of cooling channels, or adding cooling sprues, especially considering alternatives to water cooling. Alternatively, various cooling methods such as circulating water cooling, thermal oil cooling, etc., can be employed to meet the cooling requirements of different products.
Unreasonable Gate Design
Improper selection of the position, size, and type of the injection mold gate can affect the flowability of plastic within the mold.
Reduced flow velocity means that the resin’s flow within the mold becomes less smooth, resulting in significant pressure loss from the gate point to the final filling point.
This pressure loss subjects the plastic molecules to physical pressure, leading to uneven stress distribution within the mold. If these stresses cannot be adequately balanced during the release process after injection, it can result in warping of the plastic part.
Solution
Design gates of appropriate sizes. Gate sizes should be determined based on factors such as the shape, size, wall thickness, and type of plastic material used for the product. For large or complex products, a multiple-gate design can be employed to improve plastic flowability and filling efficiency.
Low Nozzle Temperature
If the nozzle temperature is too low, the resin (molten plastic) passing through the nozzle may prematurely cool, reducing its flowability and making it difficult to completely fill all corners and intricate details of the mold. This can result in uneven shrinkage of the plastic inside the mold, leading to internal stresses and subsequent warping during the cooling process.
Solution
Increase the nozzle temperature appropriately to ensure that the resin maintains sufficient flowability and temperature while passing through the nozzle. Generally, operators can set the nozzle zone temperature to be 6°C higher than the preceding zone temperature.
Low Barrel Temperature
When the barrel temperature is too low, the melt temperature is low. When forced to mold at high speeds, significant residual shear stress occurs without sufficient time to release the stress, making it prone to warping.
Solution
Increase the material temperature to reduce warping. The material temperature setting should be gradually increased, with each zone being raised by 6°C. If necessary, sometimes set the material temperature of the nozzle and the preceding zone to be the same as the middle zone.
Uneven Wall Thickness
Uneven wall thickness leads to slower cooling in thicker sections and faster cooling in thinner sections, resulting in stress formation. When the part is removed from the mold, uneven stress causes differential shrinkage and expansion in different areas, leading to warping.
Solution
During the design phase, efforts should be made to ensure uniform wall thickness of the part and avoid significant differences in thickness. Additionally, for corner designs, they should be made as smooth as possible to reduce stress concentration.
Crystalline Materials
The warping of crystalline plastics mainly stems from changes in their degree of crystallinity. Rapid cooling leads to a decrease in crystallinity and a reduction in molding shrinkage, while slow cooling increases crystallinity and enlarges molding shrinkage.
Generally, the likelihood of warping is higher in crystalline resins (such as polyoxymethylene, nylon, polypropylene, polyethylene, and PET resins) compared to non-crystalline resins (such as PMMA resin, polyethylene, polystyrene, ABS resin, and AS resin).
Solution
To correct the warping of crystalline plastics, a temperature difference can be set in the mold to induce strain on the warped side to balance the stress. This temperature difference needs to be at least 20°C, and uniform distribution must be ensured.
When designing molded parts and molds with crystalline plastics, measures must be taken to prevent warping in advance. Otherwise, even with optimized molding conditions, it’s difficult to completely correct warping.
Inadequate Injection Pressure or Time
Insufficient injection pressure or packing time can result in insufficient filling and compaction of plastic in the mold, leading to warping during the cooling process.
Solution
Appropriately increase the injection pressure to ensure that the plastic can fully flow into all parts of the mold, achieving complete filling. Additionally, increase the packing time.
How to Avoid Warpage in Plastic Parts?
Warping is a common yet significant problem in plastic injection molding, which may stem from various factors such as improper temperature control, inappropriate material selection, or tooling design defects. To effectively mitigate and avoid warping, we need to address multiple aspects.
Early Prevention
During the design phase, close communication with manufacturers is essential to ensure that material selection, mold tooling design, processes, and machine settings are thoroughly considered and tested to prevent warping. Early preventive measures can significantly reduce the cost and time of later repairs.
Prototype Design and Testing
During the prototype design phase, engineers need to ensure that the selected materials, tooling design, processes, and machine settings work together to prevent warping. By testing and validating different design options, we can identify potential warping risks and take proactive measures to adjust and optimize them.
Choose Experienced Partners
Selecting an experienced manufacturer is crucial to avoiding warping in plastic injection molding. Since warping can be caused by various reasons, we need a team with rich experience and expertise to help identify and address issues. By partnering with such a team, we can ensure product quality and reliability while reducing production risks.
At BOYI, we are committed to providing high-quality plastic injection molding services to our customers. Our team has extensive industry experience and professional knowledge, capable of offering one-stop solutions from mold development to production and quality assurance. If you are looking for a reliable partner to manufacture high-quality end products, feel free to contact us. We are dedicated to serving you and ensuring the quality and efficiency of your production.
Put your parts into production today
All uploads are secure and confidential.
What Are The Defects of Injection Molding?
Injection molding is a common plastic processing method. In addition to the warping defects mentioned above, there are also other possible defects that may occur during the production process. These defects include flow lines, sink marks, weld lines, jetting, vacuum voids, short shots, and so on. Therefore, a series of measures need to be taken in the injection molding process to prevent and solve these problems.
Alternatively, you can learn more about preventive measures for injection molding defects by reading our article: 15 Common Types of Injection Molding Defects, Causes, Remedies
Conclusion
Warping is a complex issue that requires meticulous handling in the plastic injection molding process. It can be effectively mitigated and avoided by precisely controlling temperatures, selecting appropriate plastic materials, designing molds/tools rationally, and collaborating closely with experienced manufacturers.
FAQ
Warpage in injection molding is primarily attributed to the disparity in mold restraint, particularly through the thickness of the molded part. This imbalance in shrinkage, occurring between the in-plane and thickness dimensions, frequently manifests as warpage, especially noticeable in the corners of parts where the thickness may exceed the intended wall thickness.
The mold temperature, melt temperature, holding/cooling times, injection rate, and holding/injection pressures all contribute to warpage in injection molding. The maximum shear stress in the component is also a significant factor.
Tagged: Injection Molding Guide