The invention of the first CNC machine can be traced back to the 17th century in history, but it wasn’t until the 1940s that engineers began to widely consider and apply Computer Numerical Control (CNC) technology. With the rapid development of technology, despite the emergence of innovative technologies such as 3D printing, CNC machining remains one of the most economical ways to produce goods on demand. Nowadays, more and more companies are paying attention to CNC machining and considering it a key factor in improving production efficiency and reducing costs.
However, cost remains a significant challenge for many enterprises when it comes to CNC machining. From the selection of raw materials to the optimization of the machining process, and to the maintenance and management in the later stages, each step may affect the total cost of CNC machining. Therefore, effectively controlling and reducing the cost of CNC machining has become an urgent issue that enterprises need to address.
This article will delve into various factors affecting the cost of CNC machining and share a series of effective techniques for reducing costs in the design phase. Through optimizing design and machining strategies, significant reductions in CNC machining costs can be achieved.
Factors Affecting CNC Machining Costs
The cost of CNC machining is not fixed but rather influenced by various factors. For businesses, deeply understanding and grasping these key cost-influencing factors is crucial for optimizing operations, enhancing production efficiency, and achieving effective cost management.
Primary factors influencing CNC machining costs:
- The complexity of the design
- Cost of raw materials
- Quantity of machined parts
- Labor costs
- Post-processing expenses
- Type of CNC machine utilized
- Machine operating time
16 Design Tips for Reducing CNC Machining Costs
After gaining a deep understanding of the various factors affecting CNC machining costs, targeted cost-reduction design measures can be implemented to effectively reduce CNC machining expenses. Here are 16 practical and impactful design techniques that can assist enterprises in lowering CNC machining costs while ensuring product quality.
#1 Design Tips: Round Off Inside Vertical Corners
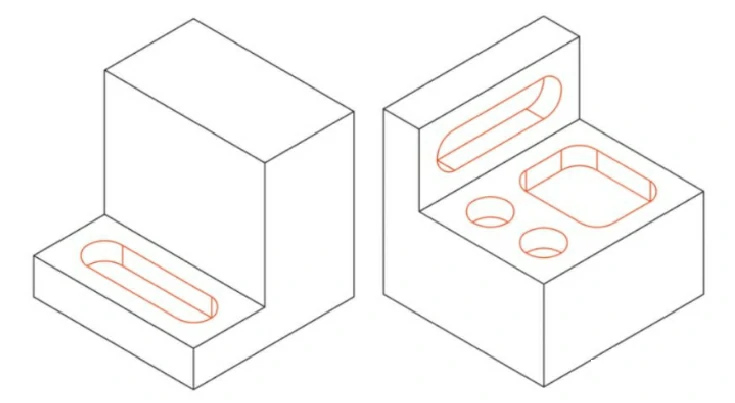
In CNC machining, the shape of the tool is typically cylindrical, leading to the natural formation of a corner with the same size as the tool’s shape, especially when machining slots at the junction of vertical surfaces. This corner is an inevitable part of the machining process, but its size can be controlled through product design.
When designing a product, if the corner at the junction of vertical surfaces is too small, smaller tools must be used for machining. Smaller tools not only have relatively lower machining efficiency but also may result in more machining time and tool changes, thereby increasing overall machining time and costs.
To effectively reduce machining costs, here are several key design suggestions:
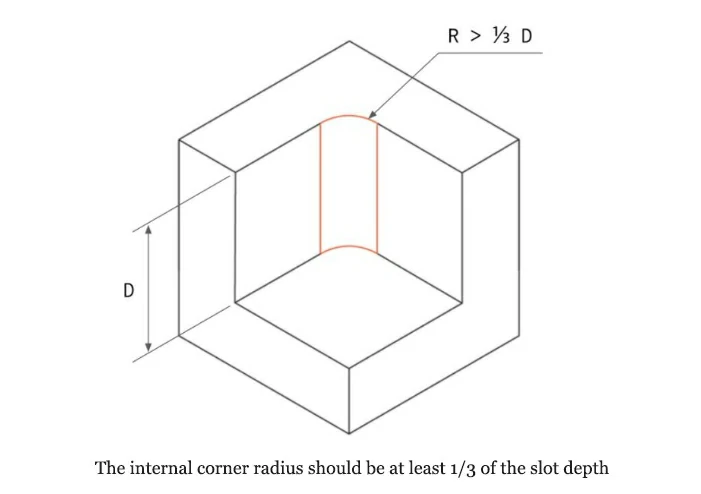
Reasonably set corner size
The corner size should be at least 1/3 of the depth of the slot, and in practice, larger corners are usually more advantageous for machining. Larger corners can reduce the tool load during machining, thus improving machining efficiency. For example, for a slot depth of 12mm, a corner design of 5mm or larger would be a reasonable choice.
Uniform corner sizes
To simplify the machining process and improve efficiency, it is recommended to keep all corner sizes consistent. This way, the entire machining process can use the same tool, reducing the number of tool changes and machining setup time.
Design at the root of the slot
At the root of the slot, consider designing a smaller corner (such as 0.5mm or 1mm) or choosing not to round off. This is mainly to maintain the structural strength of the slot and meet specific design requirements.
Match tools with corners
The ideal corner size should be slightly larger than the radius of the tool. This allows the tool to slide more smoothly during machining, reducing friction and resistance, further lowering machining costs. For example, for a tool with a diameter of 8mm (radius of 4mm), a corner design of 5mm or larger would be a good match.
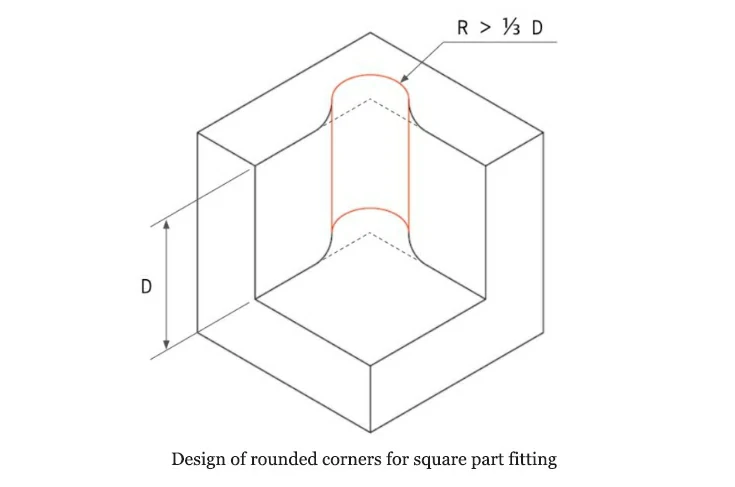
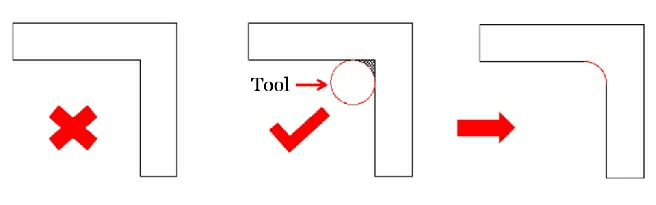
Handling special cases
If, due to specific design requirements, corners at the junction of vertical surfaces cannot be rounded off (for example, if a close fit with another square part is required here), to avoid smaller corners, the following design can be implemented:
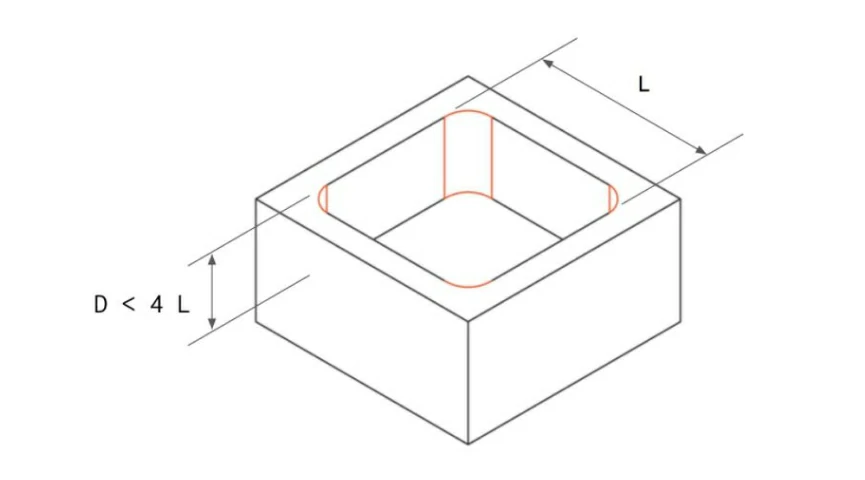
#2 Design Tips: Reducing The Depth Of Slots
Because the formation of slots involves the removal of a large amount of material, which directly leads to a significant increase in machining time.
The machining depth of CNC tools is mainly influenced by the tool structure, material, and machine performance. Generally, when the slot depth is 2 to 3 times the diameter of the tool, the tool’s machining performance is most ideal, and both machining efficiency and tool durability can reach optimal levels. For example, for a 12mm diameter end mill, the maximum safe depth for machining slots is 25mm.
Of course, in special circumstances, machining deeper slots may be necessary to meet the functional requirements of the part, with the maximum depth not exceeding 4 times the diameter of the tool, but this will increase costs, especially when machining with multi-axis CNC machines.
To reduce CNC machining costs, manufacturers can adopt the following strategies:
- Keep slot depths within 4 times the length.
- Avoid designing excessively deep slots as much as possible to reduce unnecessary material removal and machining time.
- Optimize part design by using thinner walls or smaller slots whenever possible.
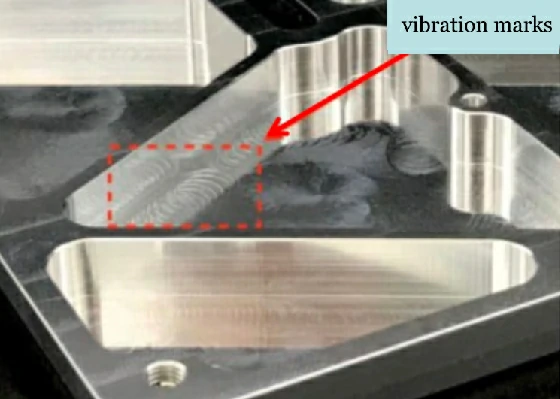
#3 Design Tips: Avoiding Thin Walls
Thin wall designs in CNC machining can lead to increased machining costs. Unless there are specific requirements, we generally recommend avoiding thin wall designs.
Processing thin-walled components requires more time as they are highly fragile. Due to their tendency to vibrate or deform, maintaining accurate tolerances is challenging, and in severe cases, they may even fracture. Slow processing, specialized techniques, and high scrap rates contribute to the increased cost of these thin-walled components.
Processing thick-walled components is more stable and cost-effective. To keep processing costs low, please avoid thin-walled designs. The wall thickness of metal components should be greater than 0.8mm, and for plastic components, it should be greater than 1.5mm.
Additionally, thin walls are particularly prone to occur when designing holes (including through-holes and screw holes) or slots at the edges of parts. In these cases, extra attention should be paid to adhere to the above design guidelines to ensure both the structural integrity and machining efficiency of the part.
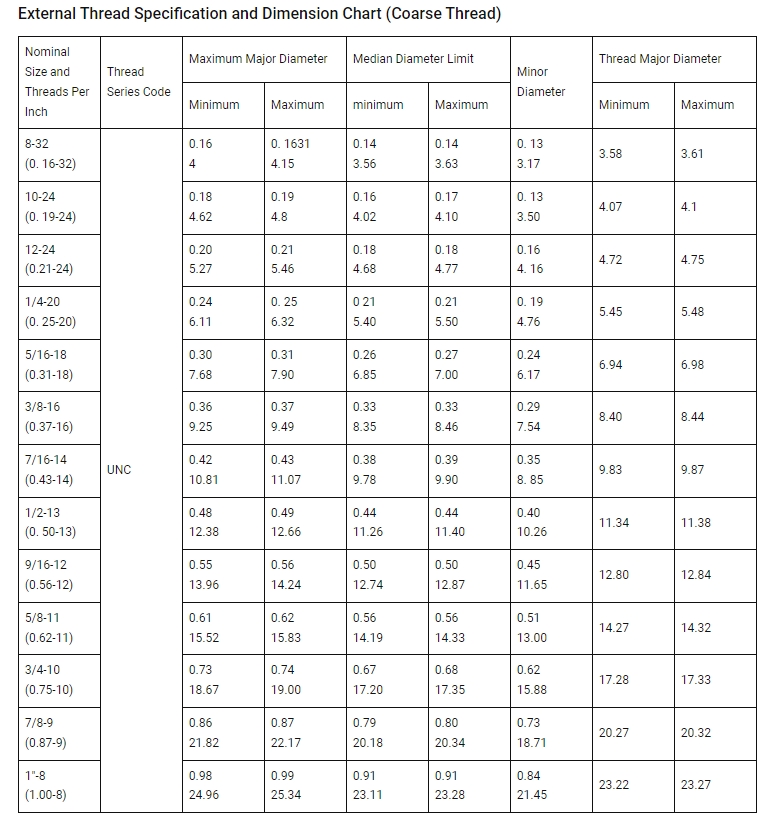
#4 Design Tips: Reduce Thread Depth
Unnecessary thread depth not only increases machining difficulty but also significantly raises costs because machining excessively deep threads requires the use of specially designed tools. Special tools are not only expensive but also relatively less efficient in machining.
It is worth emphasizing that many engineers and designers often mistakenly believe that increasing thread depth can enhance connection strength. However, in reality, excessively long thread depth (more than 3 times the hole diameter) does not increase connection strength.
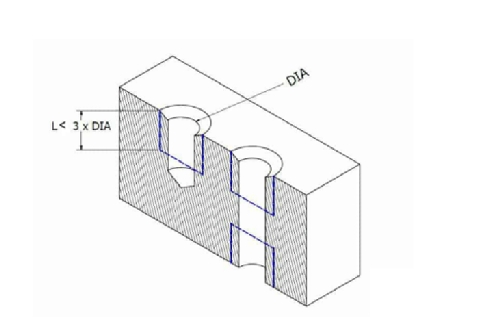
To reduce CNC machining costs, we recommend following these principles when designing threads:
- The thread depth should be controlled within 3 times the diameter of the threaded hole.
- For blind hole tapping, it is recommended to add an additional length of at least 1/2 the thread diameter at the bottom of the hole. This can help avoid fracture or damage during the machining process.
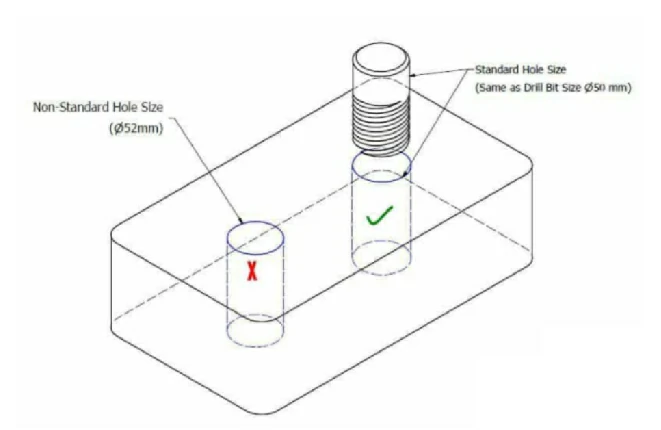
#5 Design Tips: Design Standard Size Holes
Using standard drill bits allows for rapid, high-precision hole machining while reducing the frequency of tool changes and adjustments. In contrast, machining non-standard-sized holes using end mills increases tooling costs.
Typically, the depth of a hole should not exceed four times its diameter. Excessively deep holes increase machining difficulty and costs because they require longer tools and more complex machining paths. While deep holes (up to 10 times the diameter) are technically feasible, they sharply increase machining costs and time, so they should be avoided whenever possible.
Related: Deep Hole Drilling Techniques: Applications in Machining
To reduce CNC machining costs, it is advisable to follow these principles in design:
- Prioritize selecting standard-sized holes.
- Minimize the use of non-standard-sized holes.
- Control the depth of holes.
- Design holes with reasonable dimensions and depths.
#6 Design Tips: Avoiding Strict Tolerance Requirements
Strict tolerance requirements in CNC machining often result in higher costs and more complex machining processes. When defining part dimension tolerances, it is essential to approach them carefully and avoid arbitrary tolerance annotations. Tolerances should only be specified when truly necessary, and overly strict precision tolerances should be minimized.
During the part design phase, if tolerances are not defined on the part engineering drawing, the part will be machined according to standard tolerances (± 0.1mm or looser), which is sufficient for most non-critical dimensions and greatly reduces machining costs.
We also need to pay attention to the machining of internal features of parts. When machining holes or slots intersecting internally, small defects such as burrs are prone to occur at the edges due to factors like force deformation. To improve product quality, many companies require deburring of parts. However, deburring is often a time-consuming and costly process. For some special structures or hard-to-reach areas, manual removal is often the only option, which not only increases labor costs but also consumes a significant amount of time.
Related: What’s Deburring: 10 Simple Deburring Methods

To reduce costs, we can take the following measures:
- Define precision tolerances only when truly necessary to avoid cost increases due to excessive pursuit of accuracy.
- Standardize all dimension annotations to reduce errors and complexity during machining and inspection processes.
- Strictly control the number of decimal places in tolerances. The number of decimal places defines the degree of precision and the measuring tools used. For example, two decimal places can be measured using a vernier caliper, while three decimal places require more precise micrometers or coordinate measuring machines.
- Avoid strict tolerance requirements through optimized product design. For example, shortening dimension chains, using locating features, etc., to improve part machining accuracy and stability.
- Collaborate with BoYi to reduce costs. After the parts are machined, we directly perform post-processing, which eliminates the cost of secondary outsourcing for deburring services.
Put your CNC parts into production today
All uploads are secure and confidential.
#7 Design Tips: Reducing The Number Of Clamping Operations
Design parts so that they only require clamping once to complete all machining processes whenever possible. This minimizes time consumption and error accumulation associated with clamping. When parts need to be machined on multiple faces, clever design can ensure that all machining requirements are met with a single clamping.
To reduce costs:
- Design parts to require only one clamping operation.
- If not feasible, divide complex parts into multiple components and fasten them together as one unit through subsequent processes.
#8 Design Tips: Avoid Design Features Unfeasible for CNC Machining
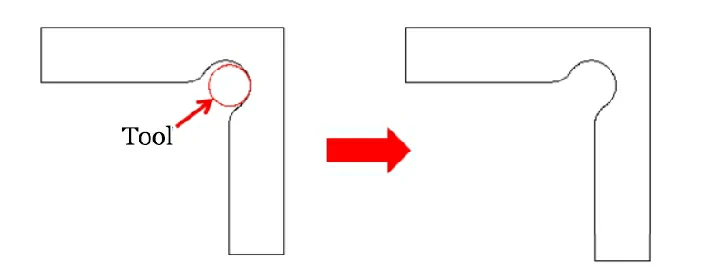
Not all features are feasible for CNC machining. A typical example is a 90° internal corner, as CNC milling tools are typically cylindrical, resulting in rounded corners rather than sharp or other angular corners when cutting cavity edges.
If a sharp corner is necessary, the common practice is to use Electrical Discharge Machining (EDM) technology. However, EDM is a more expensive and complex manufacturing process compared to CNC machining, which may significantly increase production costs. Therefore, in most cases, designers should avoid directly requiring sharp corners in their designs.
If sharp corners are unavoidable due to assembly or other functional requirements, it is recommended to utilize filleted corners. Filleted corners can be achieved through CNC machining and can partially meet the requirements of sharp corners to some extent, as shown in the diagram below.
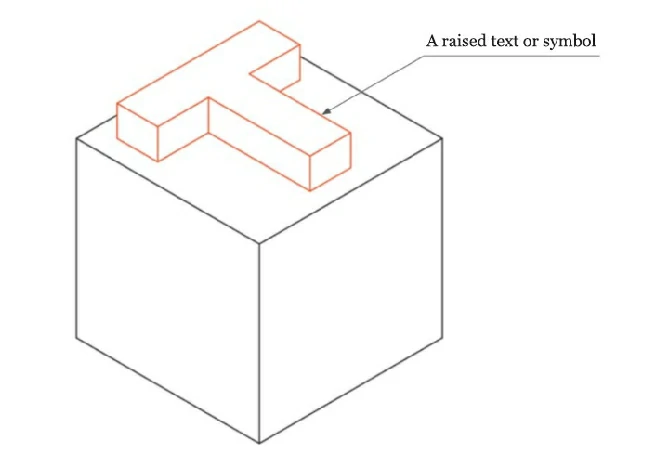
#9 Design Tips: Avoid Small Fonts or Embossed Text
Your part may require text milling of part numbers, descriptions, or company logos on its surface. However, adding text and symbols on the surface of the part significantly increases CNC machining costs because they require additional machining operations, consume more machining time, and may accelerate tool wear.
If the text and symbols on the part are necessary, then we can consider using other methods with lower costs to achieve them. For example, surface treatment techniques such as silk-screen printing or spray painting can be used to add text and symbols. Alternatively, choose engraving rather than embossing, as the latter requires the removal of more material.
Related: Emboss vs Engrave: Exploring the Differences
If your design software does not have a custom engraving font, it is recommended to use a 20-point San Serif font. This is because this font does not have extra lines (serifs) at the end of each letter stroke, which can increase machining costs. Additionally, it is recommended to use a size of 20, as sizes smaller than this are considered smaller features, which are more difficult to machine and result in higher costs.

#10 Design Tips: Consider The Machinability Of Materials
The machinability of materials directly determines the difficulty of machining and the final cost.
Materials with good machinability are easier to cut, grind, and shape, reducing machining time and tool wear. For example, brass C360 is known for its excellent machinability and is suitable for high-speed machining.
However, not all materials have superior machinability. Steel is a typical example, with relatively lower machinability, often requiring more than twice the machining time compared to aluminum alloys. It is worth noting that different types of steel have varying levels of machinability. For instance, stainless steel 304 has a machinability index of only 45%, while stainless steel 303 has an index as high as 78%, making it more suitable for CNC machining.
Related: Difference Between Alloy Steel vs Stainless Steel
The machinability of plastic materials depends on their stiffness and thermal properties. Since plastics are prone to melting and deformation at high temperatures, special attention needs to be paid to controlling machining temperatures and cutting forces during CNC machining. POM is one of the most easily CNC machinable plastic materials, while ABS is slightly less favorable. Engineering plastic materials such as PEEK and nylon are generally considered difficult to machine due to their unique physical properties.
#11 Design Tips: Consider Raw Material Prices and Size
The following table shows the prices of common metal and plastic raw materials, with billet sizes of 150 x 150 x 25 mm.
| Raw Material | Raw Materials Prices |
| Aluminum 6061 | $ 23 |
| Aluminum 7075 | $ 74 |
| Stainless steel 304 | $ 84 |
| Stainless steel 303 | $ 138 |
| Brass C360 | $ 146 |
| ABS | $ 15 |
| Nylon | $ 28 |
| POM | $ 24 |
| PEEK | $ 276 |
Aluminum 6061 offers excellent value for money. It is easy to cut, grind, and shape, making it ideal for prototyping.
Stainless steel 303 and brass C360 also exhibit excellent machinability, with high machining efficiency and short processing times, meeting the demands for high precision and quality machining. However, the prices of these two materials are relatively high, making them suitable for mass production. Through mass production, the high cost of raw materials is balanced by shorter processing times.
Plastic materials such as ABS, nylon, and POM have prices similar to aluminum 6061, but they are relatively more challenging to machine in CNC. Their CNC machining costs are relatively high. PEEK is a very expensive material, with its high cost mainly attributed to its unique physical and chemical properties. PEEK boasts excellent properties such as high temperature resistance and chemical corrosion resistance, so it is only used in some special applications.
To ensure dimensional accuracy of parts without wasting material, when purchasing raw materials, the raw material dimensions should be at least 3mm larger than the part dimensions. For example, for a part with outer dimensions of 30x30x30mm, we can choose a blank with dimensions of 35x35x35mm for machining; and for a part with outer dimensions of 27x27x27mm, we can choose a blank with dimensions of 30x30x30mm to save on material costs.
Alternatively, you can consult with suppliers for standard blank size specifications and design parts closer to the raw material size specifications to minimize material waste.
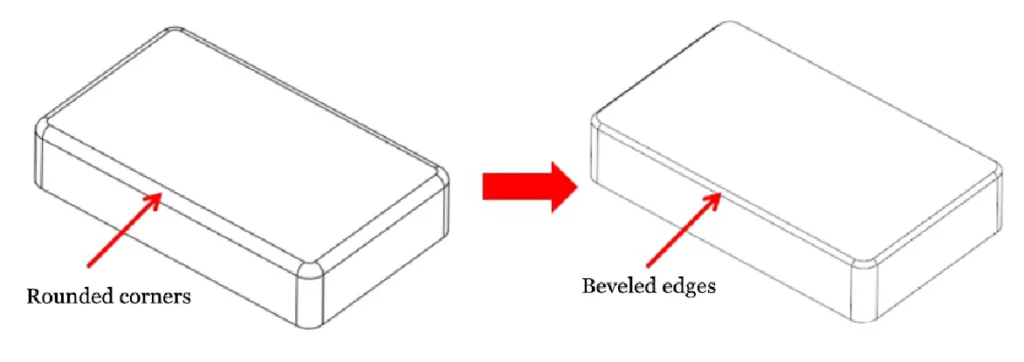
#12 Design Tips: Reduce the Use of Curved Surface Features
When designing CNC machined parts, in order to minimize costs and machining time, it is recommended to reduce or avoid using complex curved surface features as much as possible.
This goal can be achieved through some design strategies. For example, when chamfering outer edges, if conditions allow, inclined chamfers should be used instead of rounded corners. Try to minimize unnecessary internal grooves and protrusions, simplify the cross-sectional shape of the parts, and avoid overly compact layouts.
#13 Design Tips: Avoid Multiple Surface Finishes
Multiple surface finishing not only means more machining time and labor input, but it also incurs additional costs. One approach to mitigate this is by employing a surface finishing technique that can meet various requirements, thereby reducing processes and lowering costs.
For materials like aluminum that are inherently easy to machine and require minimal surface polishing, mechanical machining finishing should be utilized whenever surface finishing is required. This is because mechanical machining finishing is typically the lowest-cost finishing option in CNC machining. It can directly produce the desired surface effects using cutting tools without the need for additional surface finishing processes.
In certain cases, specific surface finishing may be necessary to enhance part quality or meet particular performance requirements. These may include chemical etching, sandblasting, electro-polishing, and anodizing, among others. However, when using these surface finishing techniques, it should be ensured that they indeed meet design requirements and are only used when necessary.
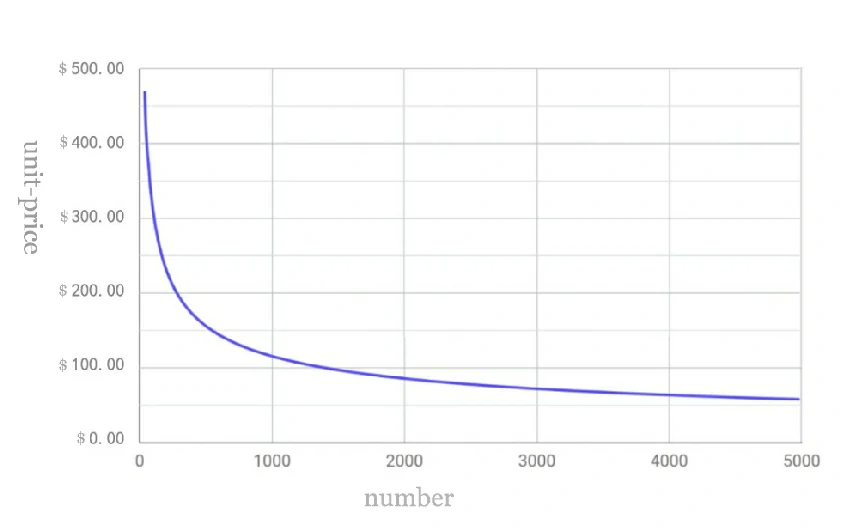
#14 Design Tips: High-Volume Production
In CNC machining, there exists an inverse relationship between part volume and CNC machining costs. That is, the higher the part volume, the lower the CNC machining costs. This relationship is particularly evident when part volumes are low, as even a small increase in quantity can result in a significant cost reduction. For example, when the part volume increases from 1 to 5, the part cost can decrease by over 50%.That is to say, whether manufacturing 5, 50, or 100 components, CAD design is the same.
High-volume production helps reduce costs by allowing for larger quantity orders instead of multiple scattered orders.
#15 Design Tips: Design Axially Symmetric Parts
The machining process of axially symmetric parts is relatively simple, and efficient machining can be achieved using equipment such as lathes or milling machines, whose machine hour rates are typically much lower than those of 3-axis or 5-axis machining centers.
Axially symmetric design not only simplifies the machining steps but also reduces the variety of tools and fixtures required, further lowering manufacturing costs.
#16 Design Tips: Using Alternative Solutions
As mentioned above, CNC machining costs are relatively high.
While pursuing cost optimization, we should open up our thinking, actively explore and use other suitable processing techniques to replace CNC machining.
During prototype production, the cost of 3D printing is lower than that of CNC machining; During high-volume production, the cost of injection molding is lower than that of CNC machining.
Related: 3D Printing vs Injection Molding Cost: Your Definitive Guide
The following table shows the process selection for different quantities of parts:
| Number of parts | <10 | 10-100 | 100-1000 | >1000 |
|---|---|---|---|---|
| Metal | 3D printing & CNC | CNC | CNC | die-casting |
| Plastics | 3D printing | CNC & 3D printing | CNC & injection molding | injection molding |
By flexibly applying different processing techniques, we can achieve cost reduction, efficiency improvement, and quality improvement.
BoYi: Your Trustworthy CNC Machining Manufacturer
For businesses seeking CNC machining services, choosing a suitable machine shop is crucial. A good product may not necessarily have the lowest price, but it certainly can provide users with the best value for money and excellent results.
Chinese companies like Boyi provide highly competitive options with their low-cost, high-quality CNC machining services. Compared to counterparts in more developed economies, we can significantly reduce overall machining costs for businesses without sacrificing product quality.
If you’re looking for a CNC machining company that offers high value for money, top quality, and rapid delivery, Boyi is undoubtedly your ideal choice. Don’t wait any longer—start your CNC machining project now and get a CNC quote!
Put your CNC parts into production today
All uploads are secure and confidential.
Conclusion
In summary, this article provides a series of techniques for reducing CNC machining costs. These design strategies can be used individually or in combination to minimize CNC machining expenses. Additionally, it’s essential to flexibly adjust and optimize them according to specific machining requirements and conditions.
FAQ
Calculating CNC machining costs involves considering various factors such as material costs, machine setup time, machining time, labor costs, overhead expenses, and any additional post-processing or finishing operations.
The cost of small-scale CNC machining typically ranges from $6 to $11 per hour. For BoYi’s machining services, the cost ranges from $11 to $16 per hour. Large-scale gantry machining may require $70 per hour. The machining costs vary depending on the location.
Tagged: CNC Machining Guide