In the injection molding process, rising costs and manufacturing disruptions often stem from common injection molding defects. These flaws can result in cosmetic imperfections in plastic parts, thereby compromising product quality. While we delved into the issue of weld lines in the previous article, today, we’ll discuss various aspects of another type of defect: sink marks.
Sink marks, as a significant concern in the injection molding process, typically appear in thicker sections of molded parts. For manufacturers striving for high-quality products, understanding and controlling the formation of sink marks is crucial. In the following content, we will delve into various aspects of sink marks. Please continue reading for more insights.
What Sink Mark in Plastic Injection Molding?
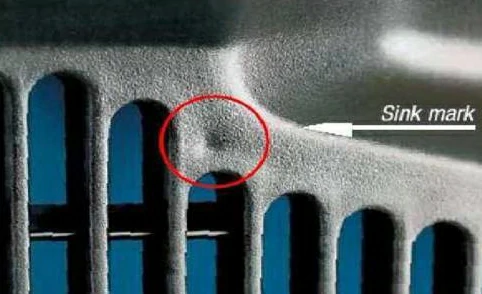
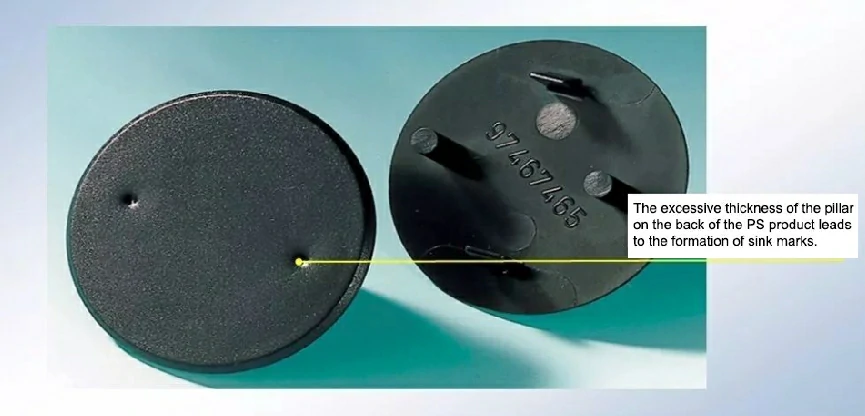
“Sink marks” refer to the phenomenon of depressions caused by resin shrinkage. They mostly occur in thick-walled sections, ribs, shells, and the back of nut inserts.
The formation of sink marks occurs due to the uneven cooling and shrinkage of the plastic material inside the mold during the injection molding process, especially in thicker sections of the component.
During injection molding, the outer surface of the plastic part in contact with the mold quickly cools and solidifies, forming a hard shell. However, the inner regions of thicker parts have slower cooling rates because heat dissipates less easily. As the internal plastic begins to cool and shrink, the already-solidified outer plastic prevents it from shrinking freely, leading to compression of the inner material and the formation of depressions or grooves on the surface, known as sink marks.
The formation of sink marks is influenced by several factors. Different plastic materials have different volumetric shrinkage rates, with materials having higher shrinkage rates being more prone to sink marks. Additionally, inadequate holding pressure can result in insufficient pressure to counteract the volume shrinkage of the plastic after it fills the mold cavity, also leading to sink marks.
Reasons for Sink Mark in Plastic Injection Molding
While the thickness of the part and the compatibility with the resin used are among the main causes of sink marks, in reality, the formation of sink marks involves multiple complex factors. If you collaborate with experienced mold manufacturers or injection molding experts like BoYi Technology, we can utilize professional knowledge and expertise to easily analyze, prevent, or alter the occurrence of sink marks, ensuring the quality of molded parts.
Put your parts into production today
All uploads are secure and confidential.
Before seeking assistance from injection molding experts, let’s take a look at the reasons behind these phenomena.
Melt Temperature Too Low Or Too High
When the melt temperature is too low, the fluidity of the plastic decreases and the viscosity increases, leading to uneven filling in the mold and easily causing sink marks in thicker sections.
On the contrary, if the melt temperature is too high, although it can improve the fluidity and filling of the plastic, excessive heat will cause the plastic to flow excessively in the mold, even resulting in air bubbles. These bubbles may be compressed during the cooling and solidification process, thereby forming sink marks on the surface.
Before injecting molten plastic into the mold, the temperature range of the molten resin can be adjusted to avoid shink marks and other surface defects caused by low pressure and high mold temperature.
Incorrect Pack and Hold Time
If the holding pressure becomes too low due to some reason, resulting in a state where the resin is difficult to fill the mold cavity properly, it is more likely to form sink marks when the mold temperature is high. This can also lead to surface defects on the product, such as white speckles, stripes, shrinkage marks, and compression marks.
The holding pressure and holding time should be set long enough to ensure that the plastic at the gate of the part fully solidifies. This prevents the plastic resin from flowing back after entering the mold cavity, thus avoiding the formation of sink marks during the cooling process.
Typically, the cavity pressure should be within the range of 8000–15,000 psi (550-1030 bar). Additionally, generally speaking, the holding pressure should be set at 50-70% of the injection pressure.
High Mold Temperature
Improper mold temperature settings are another key factor that triggers sink mark issues. Excessively high mold temperatures may hinder the proper and timely sealing of the gate. To achieve the best molding results, the mold temperature should be maintained within the recommended range of 80-120℃ (or 176-248℉).
To avoid such problems, we should ensure that the mold temperature is set at the correct range (80-120℃) and simultaneously inspect and maintain the mold’s piping system to ensure its proper functioning.
Improper Part Geometry
The role of part design in the injection molding process is crucial, as it affects the flow, filling, and cooling of plastic, ultimately influencing the quality of the final product. Here are some methods to avoid sink marks caused by improper part geometry:
Uniform Wall Thickness
As we all know, molten plastic, like other liquids, tends to flow freely with the least resistance. Therefore, when there are variations in wall thickness, the molten resin will flow towards thicker regions first, rather than thinner parts. This uneven flow can lead to uneven cavity filling, trapped air in the mold, and ultimately the formation of weld lines and sink marks.
To prevent sink marks, the part design should always maintain uniform wall thickness. Generally speaking, the wall thickness should be within the range of 0.5 mm to 5 mm, but it should be tailored to the specific requirements of each part.
Use a Gradual 7-degree Slope at the Base of the Rib
To effectively reduce deformations and defects during the injection molding process, we recommend adopting a gradual 7-degree slope in the design of the rib base. This significantly reduces the occurrence of sink marks.
This design is particularly suitable for cases where the door or similar structures are close to this area. With this sloped design, it ensures that the molten material injected into the mold can rise smoothly and gradually, preventing unnecessary flaws and deformations from forming on the surface of the finished product.
Boss Design
When designing a boss that will experience minimal stress from the hoop, it’s recommended to maintain an outside diameter that is approximately double the inside diameter. Such a design ratio not only ensures structural integrity but also significantly reduces the formation of sink marks.
However, for applications where the boss hoop is expected to undergo significant stress, especially under heavier loads, the outside diameter should be proportionately increased to approximately two and a half times the inner diameter.
Between Rib And Wall Thickness
To achieve optimal results, injection molders must strive for a balance between rib and wall thicknesses. This balance is crucial in minimizing the formation of imperfections such as sink marks and other defects.
Remember that molten plastic, similar to other liquids, tends to flow through paths with minimal resistance. As a result, thinner areas will be filled first during the injection process. Once these areas are completely filled, the molten plastic will then begin to fill the rib section.
Additionally, molders should refrain from increasing the rib height to match the wall thickness, as this can exacerbate the risk of defects and distortions in the final product.
Thinner Base Area Around The Boss
When the base area is too thin, it necessitates the use of stronger ribs for support. However, these ribs can significantly disrupt the smooth flow of material during the injection molding process.
The interrupted flow of material can lead to various defects in the final product, including the formation of sink marks in the plastic. Sink marks are unsightly indentations that can mar the appearance and functionality of the component.
To prevent this, it is essential to maintain an adequate thickness in the base area around the boss, ensuring that the material flows smoothly and evenly during the injection molding process.
Strategies to Prevent Sink Marks in Injection Molded Parts
Sink marks, characterized by localized depressions in plastic parts, are typically a result of uneven cooling of the molten resin. These imperfections often occur at intersections between bosses, ribs, and walls, as well as in areas where wall thickness varies.
By correcting the following issues, shink marks can be avoided.
- This allows mold makers to make necessary adjustments before starting the mold manufacturing.Injection molders often provide feedback on part designs to mitigate the risk of sink marks. Their expertise in creating quality parts without sink marks is invaluable.
- Consider increasing the gate size to facilitate easier filling and packing of the mold.Relocate the gate to ensure unobstructed flow of molten plastic. Proper gate placement can significantly improve material flow.
- Injection molders can fine-tune the material and mold temperature settings to optimize cooling and minimize sink marks.Experimenting with different temperatures can help identify the optimal settings for your specific application.
- Ensure that the part wall thickness is as uniform as possible to reduce the formation of sink marks.The rib wall thickness should be kept between 50% and 80% of the main wall thickness to maintain structural integrity while minimizing sink marks.
- Increasing the packing and injection pressure can force more material into the mold, reducing shrinkage and thus sink marks.Monitor and adjust these pressures closely to find the right balance for your application.
- Reduce the volume of plastic needed by hollowing out features and adding a pattern of ribs for extra rigidity.This lightweighting approach can help minimize sink marks while maintaining part strength.
- As uneven cooling is a major cause of sink marks, consider altering the cooling temperature from the core to the cavity.Ensure that this change does not introduce other defects or distortions.Utilize advanced cooling techniques such as 3D printed cores and cavities with conformal cooling channels to achieve more uniform and efficient cooling.
BOYI – Your Best Plastic Injection Molding Partner
When searching for exceptional injection molding services, BOYI is undoubtedly your best partner. We are committed to providing comprehensive solutions to help our customers reduce defects during product manufacturing.
BOYI possesses a series of advanced injection molding technologies and equipment. We utilize high-precision injection molding machines and molds to ensure precise control during the injection molding process. Additionally, we employ an advanced production management system to monitor and adjust the production process in real-time, ensuring the stability and consistency of product quality.
We offer our customers free DFM (Design for Manufacturing) analysis services. This helps prevent common defects such as sink marks from the beginning, ensuring that your products meet the highest standards from design to production.
Put your parts into production today
All uploads are secure and confidential.
Conclusion
In addressing the issue of sink marks in injection molding, the first step is to gain a deep understanding of their causes. Multiple factors can contribute to the occurrence of sink marks, including packing time, pressure settings, mold temperature, and melt temperature. To effectively prevent and remediate these sink marks, we need to carefully adjust and optimize these factors.
Alternatively, by employing DFM (Design for Manufacturing), we can take into account various potential scenarios during the manufacturing process during the product design phase, thus avoiding or reducing the occurrence of defects such as sink marks.
Moreover, for those enterprises searching for a partner that provides high-quality injection molding services, BOYI is undoubtedly a worthy consideration. With its excellent technical capabilities, advanced equipment, and competitive prices, BOYI has earned the trust and praise of numerous customers. If you have any needs related to injection molding, please do not hesitate to contact us, and we will be dedicated to serving you.
FAQ
Sink marks in injection-molded plastic components arise due to the differential shrinkage of material in specific areas compared to adjacent regions. This often occurs in regions of thicker features, such as ribs or bosses, where the material shrinks more than the surrounding walls. The thicker areas cool down slower, resulting in a visible depression or indentation in the finished part.
To avoid sink marks in injection molding, the following key measures can be taken:
1.Maintain uniform wall thickness in plastic parts and reduce uneven thickness areas.
2.Adjust the gate position and size to ensure even flow of the molten material into the mold cavity.
3.Optimize the injection molding process parameters, such as injection pressure, holding time, and temperature control.
Tagged: Injection Molding Guide