In the process of designing and manufacturing plastic products, obvious defects or functional impediments are generally not accepted by users. One such issue is the formation of weld lines, which can adversely affect the product’s appearance and lifespan, and even lead to product rejection.
To help avoid this situation, this article will delve into the causes of weld line formation and propose a series of targeted preventive measures. We aim to provide effective advice for the development of your plastic products.
What is Meant By Weld Line?
Weld line, also known as knit lines, are linear traces formed by molten plastic during the filling process due to various reasons. These reasons include multiple gate injection molding, uneven wall thickness, voids, inconsistent flow velocity, and so on.
How Are Weld Line Defects Formed?
Weld lines often occur at the confluence of two material flows or where a material flow circumvents certain geometric features (such as holes) on the part and then reconverges. The formation of weld lines is related to the flow of molten plastic.
Plastic melt flows in more than two directions inside the mold. When two or more material flows converge in the cavity, the flow fronts come into contact and merge. Specifically, depending on the angle of intersection, they can be classified into weld lines and meld lines.
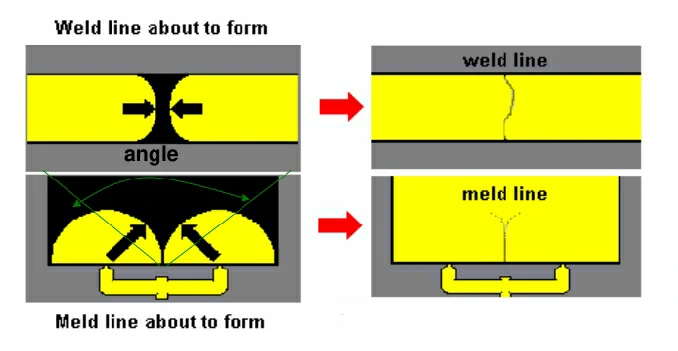
The difference between weld lines and meld lines depends on the angle at which the flow fronts meet. In the diagrams, if the convergence angle is greater than 135°, it’s termed as a meld line, whereas if the convergence angle is less than 135°, it’s termed as a weld line.
Due to the flow, the molten core layer of material flow protrudes from the solidified layers on both sides of the flow front. Therefore, when two material flows come into contact, the middle of the cross-section makes contact first and then spreads to both sides. Eventually, a V-shaped groove is formed at the filling location, as shown in Figure 1.
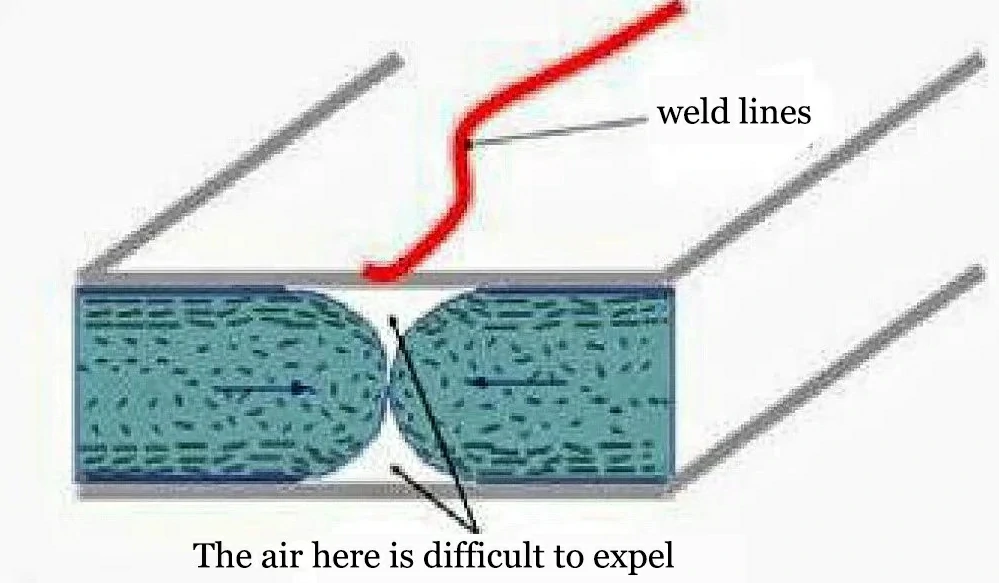
If air in the groove is difficult to expel, or if the temperature is too low when the two material flows converge, resulting in these flow fronts not seamlessly merging or “welding” together, more pronounced weld lines will occur, as shown in Figure 2.

According to the different production methods, weld lines in injection molded parts can be divided into hot weld lines and cold weld lines:
- Cold weld lines are formed when the melt no longer flows after the two molten streams meet face to face.
- Hot weld lines are formed when the melt encounters obstacles (such as inserts), divides into two or more molten streams, circumvents the obstacles, re-converges, and continues to flow.
Hazards of Weld Lines
The weld lines pose potential hazards in plastic products, primarily in the following aspects:
Structural Issues
The weld line is the area where molten plastics converge and fuse within the mold. If fusion is incomplete or of low quality, the strength in this area could be relatively weak. Consequently, the likelihood of part rupture or deformation at the weld line increases, especially in stress-bearing regions, exacerbating this weakness.
This could significantly affect the mechanical strength of the product, possibly reducing it to 20% to 100% of the nominal strength. Additionally, the strength at the location of the weld line typically ranges from 40% to 95% of the surrounding plastic strength, depending on the type of plastic and processing conditions.
Appearance Issues
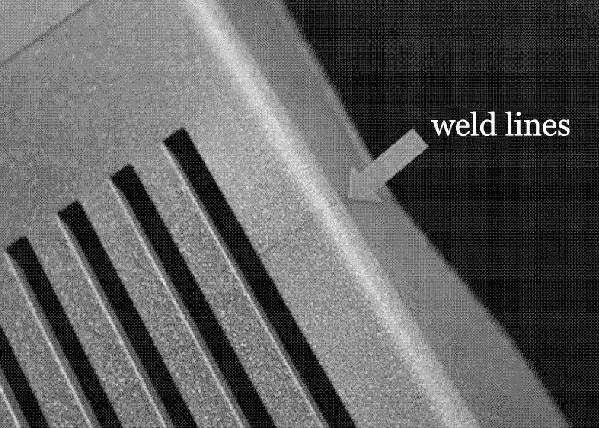
Weld lines may result in lines, grooves, or color changes on the surface of the part, thus affecting the product’s appearance quality. If the weld line is on non-critical surfaces of the part (such as the bottom), it may not significantly impact the overall performance of the product. However, if it is in prominent or critical areas, it could affect the product’s aesthetics and acceptance.
Causes of Injection Molding Weld Lines
The causes of weld line formation can mainly be attributed to the following factors:
Low Temperature
Poor flow convergence of low-temperature melt material easily leads to the formation of weld lines. If weld lines appear at the same location on both the inner and outer surfaces of the plastic part, it is often due to poor welding caused by low material temperature.
Mold Design
Excessive gates in the same cavity, poor venting at weld seams, oversized runners, inappropriate dimensions of the gating system, significant variations in wall thickness, or excessively thin walls can all result in weld lines.
Impure Resin
Poor fluidity, high thermal sensitivity, and high impurity content in the resin can hinder the smooth flow of molten plastic through the mold, leading to the formation of weld lines.
Insufficient Pressure
Low injection pressure, excessively high speed, or uneven pressure can affect the flow and fusion of the melt, resulting in poor welding and the appearance of weld lines.
How to Avoid Weld/Knit Lines in Injection Molding?
To completely avoid the appearance of weld lines, you can consider optimizing the injection molding process, part design, mold design, and the selection of plastic materials to minimize the generation of weld lines.
Mold Design
You can begin by altering the mold design from cold runners, hot runners, to gate designs to effectively avoid weld lines.
1.Cold Runners
Preferentially select circular or trapezoidal runners. Increase the number of cold slug wells and ensure their length is sufficient, ensuring smooth transitions within the mold. Maximize the cross-sectional area of the runners while maintaining reasonable flow profiles. Reduce melt flow velocity and pressure loss.
2.Hot Runners
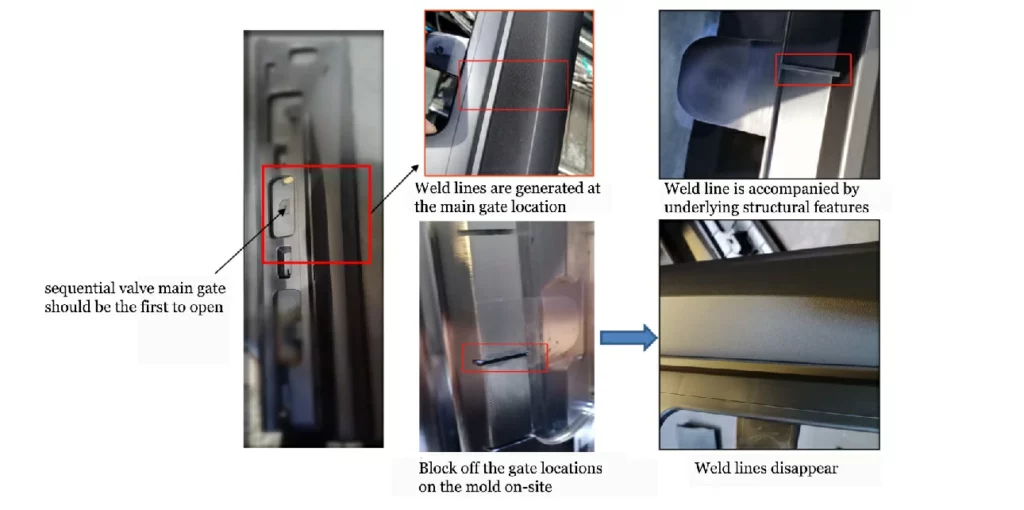
Achieve sequential injection of the melt by controlling the opening sequence of different gates to effectively conceal weld lines. In cases where weld lines cannot be avoided, sequential valves may successfully divert weld lines to non-visible surfaces.
3.Gate Designs
Avoid using needle point gates with high pressure losses and instead prioritize gate types with lower pressure losses, such as side gates and fan gates.
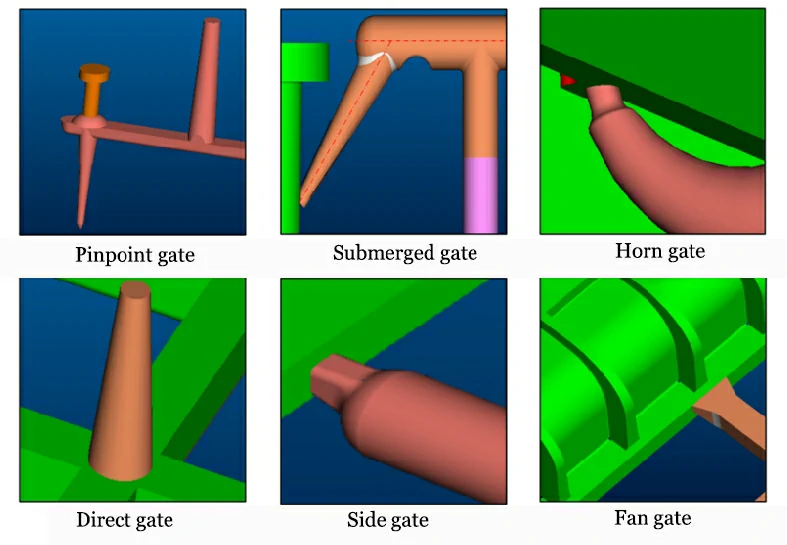
For large parts, if weld lines are unavoidable, reducing the flow length by increasing the number of gates can elevate the temperature of the melt front; for small parts, minimize the number of gates to reduce the number of flow fronts.
4.Venting
Install vent slots at the end of fillings to enhance melt venting and reduce the occurrence of weld lines. If the improvement from vent slots is insufficient, consider adding overflow wells to the mold.
5.Rapid Cooling/Rapid Heating Molds
For parts with specific requirements, consider employing rapid cooling/heating mold designs. Prior to injection molding, elevate the mold temperature above the glass transition temperature (Tg) of the material using high-temperature and high-pressure steam; during cooling and solidification, employ rapid cooling with cold water. This design effectively eliminates weld lines but demands high requirements for molds and cooling equipment.
Part Structure Design
In part design, unnecessary hole features should be minimized.
The part thickness should be as thick as possible to reduce filling resistance and minimize uneven thickness design.
By carefully designing uneven thicknesses, the impact of weld lines can be mitigated to some extent, but this requires evaluation based on specific product structures and process conditions.
Avoid ribs parallel to the flow direction. If conditions allow, use sequential valve gating technology to change the gate position, so the flow direction is at an angle to the rib direction, thus improving weld line phenomena. As shown in the figure below.
When the part needs to have a silver or other metallic color, BoYi typically recommends painting the part rather than adding colorants to the plastic. This is because the flakes in metallic colorants often make weld lines more prominent.
Plastic Selection
In situations where it’s not possible to alter the mold and product structure, optimizing material properties to improve weld lines is indeed a viable strategy.
Select materials with better flow properties. For example, materials with lower melt viscosity can be utilized, or flow enhancers can be added to improve material flow.
Reducing the proportion of fillers or additives in the material can enhance flow properties and diminish the formation of weld lines.
For parts with porous features, it’s preferable not to use materials that don’t require painting. Opt for standard spray materials and apply painting treatment in subsequent processes to achieve the desired appearance.
For materials with poor heat resistance, adding heat-resistant agents to the formulation can enhance their thermal properties, allowing for injection molding at higher material temperatures. Higher material temperatures help reduce viscosity and enhance flow, thereby reducing the occurrence of weld lines.
Molding Related
By adjusting the formulation of materials and injection molding process parameters such as temperature, pressure, speed, etc., ensure thorough fusion of molten plastic within the mold, thus reducing the occurrence of weld lines.
| Injection Molding Process | Objective |
|---|---|
| Increase injection pressure and speed | To increase the flow rate of the material within the cavity, thereby raising the melting temperature at the converging points. |
| Increase holding pressure | Enhance the strength of the converging points and diminish weld lines. |
| Increase mold temperature | Elevate the melting temperature at the converging points. |
| Address solubility issues | Increasing the melting temperature at the converging points can improve material flowability. Raise the melting temperature at the converging points. |
| Increase hot runner temperature | Elevate the melting temperature at the converging points. |
| Ensure thorough drying, reduce mold release agent | Reduce the content of small molecules and moisture in the V-groove at the converging points. |
| Increase screw rotation speed and back pressure | Decrease the viscosity of the plastic, allowing for faster flow within the cavity and thereby increasing the melting temperature at the converging points. |
| Switch to a higher tonnage injection molding machine | If the injection molding machine has a small capacity, it may cause uneven melt temperature and insufficient injection pressure, affecting material fusion. To improve weld lines, it may be necessary to replace the injection molding machine with a larger plasticizing capacity when needed. |
Conclusion
Weld lines are often seen as a significant issue to be avoided in plastic parts manufacturing, as they not only affect the appearance of the product but can also lead to functional impairments such as increased fragility.
Therefore, selecting the right mold manufacturer and injection molder is crucial. When you choose BoYi injection molding services, you’ll find how we turn this challenge into an opportunity for excellence.
Our team of technical experts possesses extensive industry experience and expertise, ready to collaborate closely with you from design to production, providing guidance and support every step of the way. Our goal is to ensure every detail is meticulously controlled, minimizing injection molding defects such as weld lines to deliver high-quality, reliable parts.
Contact us today to put your plastic parts into production. Submit your design files via the form, and you’ll receive a quote within 2 hours of your request.
Customize Your Parts
All uploads are secure and confidential.
FAQ
Weld line and meld line are both formed when flow fronts meet during plastic processing. The difference lies in the angle at which they converge: weld lines form at angles less than 135°, while meld lines form at angles greater than 135°.
To avoid weld lines in injection molding, adjust the molding conditions such as temperature, injection speed, and pressure. Increasing these parameters when they’re low can help minimize or eliminate weld lines.
The primary cause of weld lines is the inconsistency in the flow of molten plastic within the cavity. This can happen when there are inserts, holes, or changes in flow rate, causing interruptions or confluence of multiple melts. Another common cause is incomplete blending of materials during gate injection filling.
Tagged: Injection Molding Guide