Injection molding is a cornerstone of manufacturing, shaping countless products. However, it’s not without challenges. This guide will discuss the top 10 injection molding defects, their causes, and how to fix them. From flow lines to flash, we will guide you on identifying issues and implementing fixes, ensuring smoother production processes and higher-quality outcomes.
Join us to enhance your injection molding process!
1. Flow Lines

Flow lines manifest as wavy patterns or streaks on injection-molded parts, signaling uneven material flow. These imperfections, often starting at the injection gate, do not compromise the part’s structural integrity but affect its visual appeal.
Causes:
They stem from the plastic material cooling unevenly. This uneven cooling can arise from various factors, including the material’s flow characteristics, inconsistent injection speeds, or variations in the mold temperature. Plastics with a lower Melt Flow Index (MFI) are more susceptible to this issue, as they cool down and solidify unevenly, leading to visible flow lines.
Solutions:
Regular monitoring and adjustment of material temperature are crucial for reducing flow lines. Optimizing the injection speed to maintain a consistent plastic flow into the mold can also mitigate this issue. Adjusting machine parameters such as injection pressure and nozzle temperature ensures the plastic melts uniformly, preventing the formation of flow lines.
Moreover, thoughtful mold design, including proper venting and gate positioning, also helps eliminate flow lines. Implementing rounded corners and uniform wall thickness in the mold design helps achieve a more uniform cooling rate, essential in preventing flow lines.
2. Sink Marks
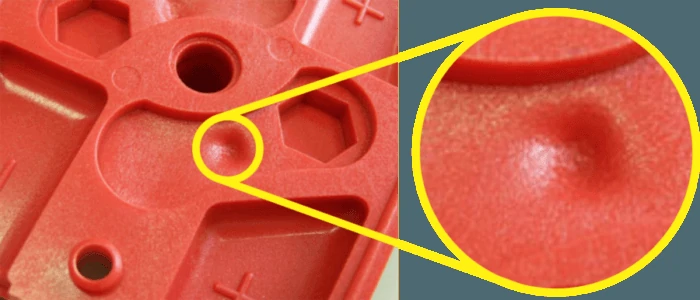
Sink marks are a common defect observed in injection-molded parts, characterized by indents or depressions on the surface. These imperfections occur predominantly in areas of the molded part that are thicker than others.
Causes:
The primary cause is the uneven cooling of thicker sections compared to the part’s surface. This difference leads to contraction in the interior, creating a sink mark. Other factors include incorrect melt temperature, low pack and hold times, improper pack or hold pressure, high mold temperature, and flawed part geometry.
Solutions:
Adjusting melt temperature within the recommended range can prevent sink marks. Ensuring sufficient pack and hold times allows the gate to solidify properly, avoiding premature resin exit. Applying the correct pack or hold pressure ensures uniform shape retention during cooling. Setting mold temperature to recommended values helps in timely gate sealing. Design adjustments, like balancing rib and wall thickness and employing gradual slopes at the rib bases, mitigate sink marks.
Additionally, maintaining optimal nozzle conditions and applying Design for Manufacturability (DFM) principles early in the design phase can effectively prevent sink marks. These strategies, focused on uniform cooling and pressure distribution, significantly reduce the occurrence of sink marks, enhancing part quality.
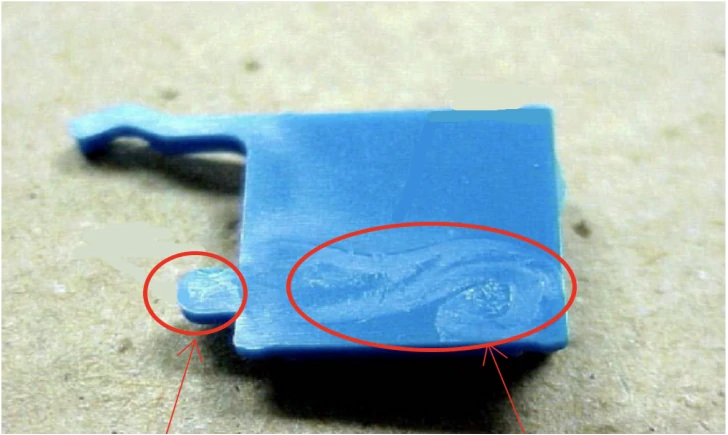
3. Surface Delamination
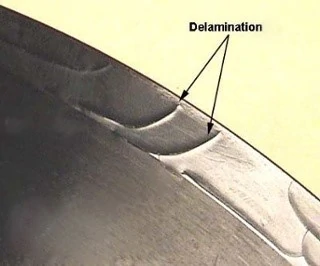
Surface delamination occurs when layers of a molded part separate. This defect weakens the part and undermines its integrity.
Causes:
Delamination commonly results from using incompatible materials that fail to bond. Other causes include excessive release agents, moisture in the material, high shear stress, rapid injection speeds, excessive melt temperatures, or material degradation.
Solutions:
To prevent delamination, ensure materials are compatible and thoroughly dry before use. Apply mold-release agents sparingly. Adjust process parameters like shear stress and melt temperature to optimal levels. At BoYi Technology, our molding processes are finely tuned to eliminate excessive moisture and incompatible material combinations. We design our molds to minimize the need for release agents, focusing instead on the precision of injection parameters to ensure flawless, cohesive parts.
Through these practices, we maintain the integrity and reliability of our injection-molded components, delivering superior quality products to our clients.
Put your parts into production today
All information and uploads are secure and confidential.
4. Weld Lines (Knit Lines)

Weld lines, known as knit lines, are defects where two flow fronts meet but don’t properly fuse together. These lines often appear around obstructions and can compromise part strength.
Causes:
Weld lines form due to several factors, including insufficient pressure, inadequate temperature, flawed mold design, slow injection speed, impurities in the resin, and excessive use of mold release agents. Low pressure or temperature can prevent the material from merging correctly, leading to visible lines. Mold design issues like incorrect wall thickness or gate placement can exacerbate the problem. Impurities or uneven speeds disrupt the flow, contributing to the defect.
Solutions:
Optimizing mold and part design can significantly reduce weld lines. Increasing wall thickness can help, but without causing sink marks. Adjusting the gate size and position also aids in minimizing weld lines. Enhancing mold design to improve flow and eliminate trapped air is crucial. Adjusting molding conditions such as increasing temperature, injection speed, and pressure can also address this issue.
5. Short Shots

Short shots happen when the mold cavity isn’t entirely filled with molten plastic, leading to incomplete parts.
Causes:
Low injection pressure, incorrect temperature settings, insufficient plastic material, inadequate ventilation, and unsuitable wall thickness or mold design can all lead to short shots. Low pressure may prevent plastic from reaching all mold areas. If the temperature is too low, plastic may not flow correctly. Poor ventilation can trap air, blocking complete filling. Incorrect wall thickness or mold design can also prevent proper filling.
Solutions:
To address short shots injection molding, increase injection pressure to ensure the plastic reaches the entire mold. Adjusting the injection speed can help maintain a balance, preventing premature solidification or incomplete filling. Temperature adjustments ensure the plastic flows and fills optimally. Improving ventilation in the mold allows air to escape, preventing blockages. Optimizing wall thickness and adjusting mold design can facilitate better cavity filling.
At BoYi Technology, we prevent short shots by ensuring optimal injection pressure and temperature settings tailored to each material and part design. Our molds are engineered with proper ventilation and wall thickness to promote uniform filling. By closely monitoring these parameters and leveraging our expertise in mold design, we consistently achieve complete and defect-free parts.
6. Warping
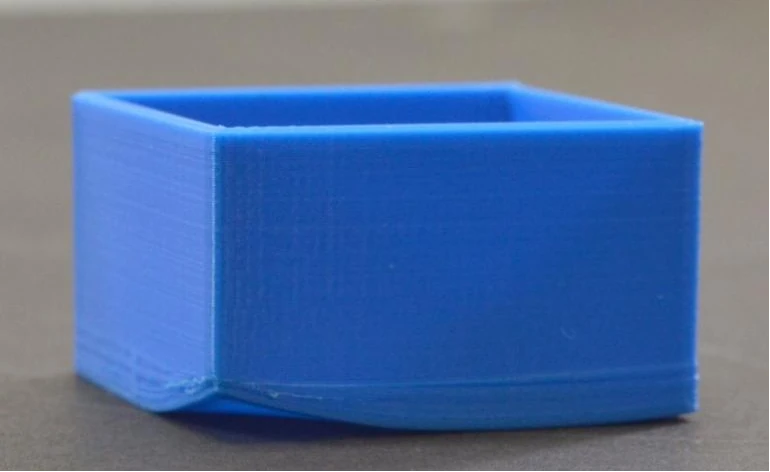
Warpage in injection molding refers to the distortion or bending of a part as it cools and solidifies within the mold.
Causes:
Warping stems from differential shrinkage during cooling. Uneven cooling rates across the part, especially between thick and thin sections, introduce internal stresses. These stresses can exceed the material’s strength, causing the part to warp. Factors like mold temperature, material choice, and injection parameters play significant roles.
Solutions:
Ensuring uniform wall thickness across the part helps minimize differential shrinkage. Adjusting cooling rates and optimizing mold temperature can also reduce warping. Choosing materials with consistent shrinkage properties and designing gates to promote even flow are key strategies.
We at BoYi prevent warping by employing advanced simulation tools to predict and address potential shrinkage issues before production.
7. Jetting
It occurs when molten plastic is injected too quickly into the mold, creating a visible pattern similar to worm tracks on the part’s surface. This defect not only affects the part’s aesthetics but also its structural integrity.
Causes:
Jetting is primarily caused by high injection speed, leading the molten plastic to spray into the cavity without initially adhering to the mold wall. Other causes include improper gate placement, which directs plastic flow into the center of the cavity, and the plastic cooling too rapidly due to the temperature of the mold or material.
Professionals at BoYi Technology are aware of the jetting issue and have developed effective strategies to prevent it. We ensure optimal gate placement and design to direct the flow of plastic smoothly into the mold. Our experts carefully control injection speeds and monitor the temperature of the molten plastic to prevent premature cooling.
Solutions:
To avoid jetting, we adjust injection speeds, consider hot runner systems, or utilize heated molds to maintain the plastic’s temperature. Also, select materials that match the specific requirements of the mold and the desired part, ensuring a defect-free injection molding process. We deliver high-quality, jetting-free parts through these meticulous practices to our clients.
8. Voids

Voids are trapped air bubbles inside a molded component, often considered a minor defect. However, large or numerous voids compromise part strength.
Causes:
Primary causes include insufficient molding pressure, which fails to expel trapped air, and rapid cooling near the mold walls, leading to material shrinkage away from the center. Materials that significantly change density upon cooling also predispose parts to voids, especially in sections thicker than 6 mm.
Solutions:
To prevent voids, increase injection pressure to eliminate trapped air. Using materials with lower viscosity can reduce air bubble formation. Additionally, strategically placing gates near the mold’s thickest parts helps avoid premature cooling and the resulting voids. By adopting these strategies, we ensure the structural integrity and quality of our molded components, minimizing the occurrence of voids in the final products.
9. Discoloration

Discoloration, or color streaking, happens when parts show unwanted color variations. It usually affects appearance, not strength.
Causes:
Discoloration often stems from leftover material in the hopper, nozzle, or mold. Other causes include the poor thermal stability of color agents or uneven mixing of the masterbatch.
At BoYi Technology, we’ve mastered avoiding discoloration. After each production run, we thoroughly clean the hopper, nozzle, and mold, preventing residue build-up. Our choice of colorants guarantees thermal stability, ensuring consistent color throughout production. We meticulously mix masterbatches to achieve uniform color distribution in every part.
Solutions:
Preventing discoloration involves cleaning all parts of the injection molding machine between runs and using purging compounds when necessary. Selecting high-quality, thermally stable color agents and ensuring the masterbatch is thoroughly mixed are crucial steps. By adhering to these practices, we maintain color consistency and meet our high-quality standards, delivering flawless products to our clients.
10. Flash

Flash in injection molding is when unwanted thin plastic films escape the mold cavity. This often ruins the product’s appearance and functionality.
Causes:
Several factors contribute to flash. They include high injection pressure, misaligned parting lines, improper venting, inadequate clamping pressure, low material viscosity, and overfilling the mold. These issues prevent the mold from sealing correctly, allowing plastic to leak.
Solution:
To prevent flash, ensure mold cleanliness and proper maintenance, apply the right clamping force, and employ Design for Manufacturability (DFM) principles. Using flash-free molds and adjusting the injection rate can also mitigate this issue. If flash occurs, removal methods include hot air for minor cases, cryogenic deflashing for a more refined approach, manual removal for versatility, and open flame as a last resort.
Addressing Equipment-Related Issues
It involves regular maintenance and calibration of injection molding equipment to ensure optimal performance and part quality. Routine maintenance procedures, such as daily inspections and adhering to lubrication and cleaning schedules, are crucial for detecting potential problems early. Preventive maintenance strategies, including scheduled downtime for machine inspection and timely replacement of wear parts, help in maintaining continuous and efficient operation.
At BoYi Technology, we understand the significance of these maintenance practices. We conduct thorough inspections of our injection molding machines and molds before and after each production cycle, ensuring they are free of any foreign materials that could affect the molding process. We adhere to a rigorous lubrication and cleaning schedule, following manufacturer guidelines to prevent build-up and ensure smooth operation.
Our approach to maintenance includes using advanced technologies for predictive maintenance, allowing us to anticipate and prevent potential issues before they occur. This proactive stance on maintenance and calibration is how we maintain the high quality and reliability of our injection-molded parts.
Related: Understand Injection Molding Cost and How to Estimate It.
BoYi Technology – One-Stop Injection Molding Service Provider
Put your parts into production today
All information and uploads are secure and confidential.
Addressing injection molding defects requires a comprehensive approach focusing on prevention and timely correction. BoYi sets the standard in injection molding services, offering precision, reliability, and innovation. As a leader in the industry, we are backed by key certifications: ISO 9001:2015, ISO 13485:2016, and IATF16949, ensuring top-quality processes and products. We pride ourselves on exceptional mold cavity tolerances of ±0.01mm and part-to-part repeatability of ±0.005mm, reflecting our commitment to excellence.
For those seeking unparalleled injection molding services, BoYi is your one-stop solution. Upload your part design today and receive a quick quote and detailed Design for Manufacturability (DFM) feedback within 24 hours, streamlining your path from concept to production.
Frequently Asked Questions
To prevent warping in injection molded parts, ensure consistent wall thickness and carefully manage cooling rates. These steps help maintain part stability during and after the process.
The choice of the material significantly influences the risk of defects such as short shots and burn marks in injection molding. Selecting the right material reduces these issues, enhancing product quality. To check if a material is suitable, assess its flow properties, compatibility with the mold design, and the intended use of the final product.
Tagged: Injection Molding Guide